

はじめに:5Sは「きれいにする活動」ではなく「利益を残す活動」
5Sと聞くと、
「掃除でしょ?」
「片付けでしょ?」
「忙しいときにやっている暇はない」
と思う方も多いかもしれません。
しかし、切削加工の現場、とくに小ロット・多品種の加工を行う町工場や中小製造業では、5Sは単なる美化活動ではありません。
5Sは、利益を残すための現場改善活動です。
工具を探す時間。
治具を探す時間。
図面を探す時間。
測定具を探す時間。
材料を探す時間。
前回使った加工条件やNCデータを探す時間。
これらは、すべてお金にならない時間です。
しかも厄介なのは、現場ではこのムダが「いつものこと」として見過ごされやすいことです。
前回の記事では、5Sの基本と小ロット・多品種の切削加工会社で5Sが重要な理由について解説しました。第1弾では、工具や治具が見つからないことが段取り時間のムダや納期遅れにつながること、CAD/CAMデータやNCデータも5Sの対象になることを紹介しています。
今回はその続編として、さらに一歩踏み込みます。
テーマは、儲かる5S です。
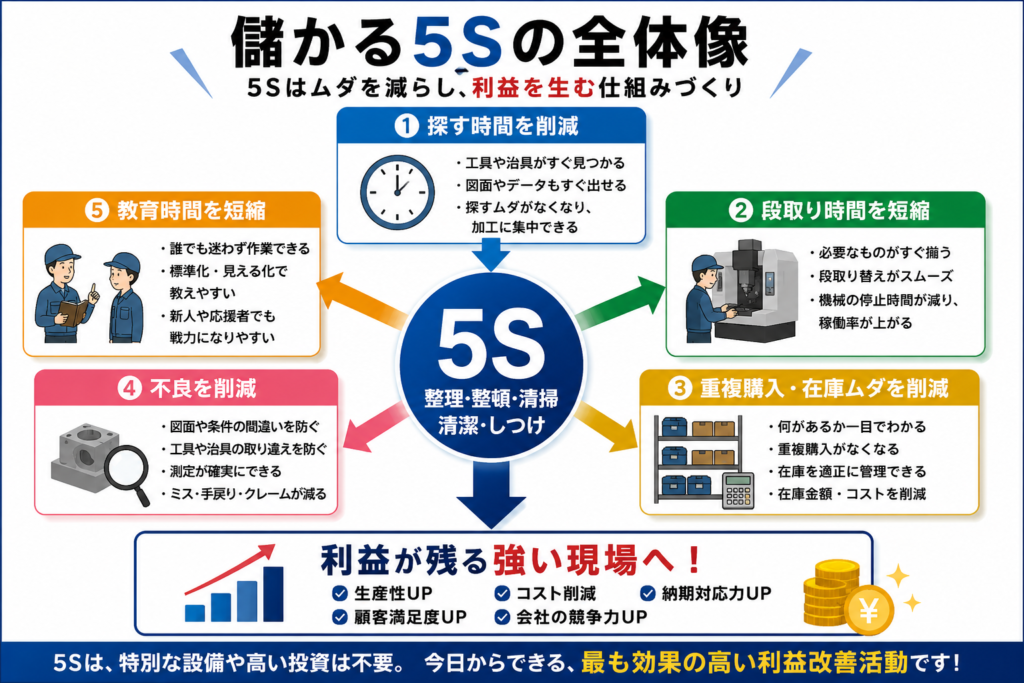
儲かる5Sとは何か?
儲かる5Sとは、見た目をきれいにするだけの5Sではありません。
現場をきれいにすること自体が目的ではなく、
- 探す時間を減らす
- 段取り時間を短くする
- 間違いを減らす
- 不良を減らす
- 工具や治具のムダ買いを減らす
- 新人でも迷わず作業できる状態にする
- 納期遅れを防ぐ
このように、現場のムダを減らして利益を残すための5S が「儲かる5S」です。
逆に言えば、床がピカピカでも、工具を毎回探しているなら儲かる5Sではありません。
棚にラベルが貼ってあっても、誰も戻さないなら儲かる5Sではありません。
チェックシートがあっても、ただ印を付けているだけなら儲かる5Sではありません。
大切なのは、5Sをやった結果として、
現場がラクになったか?
段取りが早くなったか?
ミスが減ったか?
不良が減ったか?
利益が残りやすくなったか?
ここを見ることです。
5Sが利益につながる5つの理由
理由1:探す時間が減る
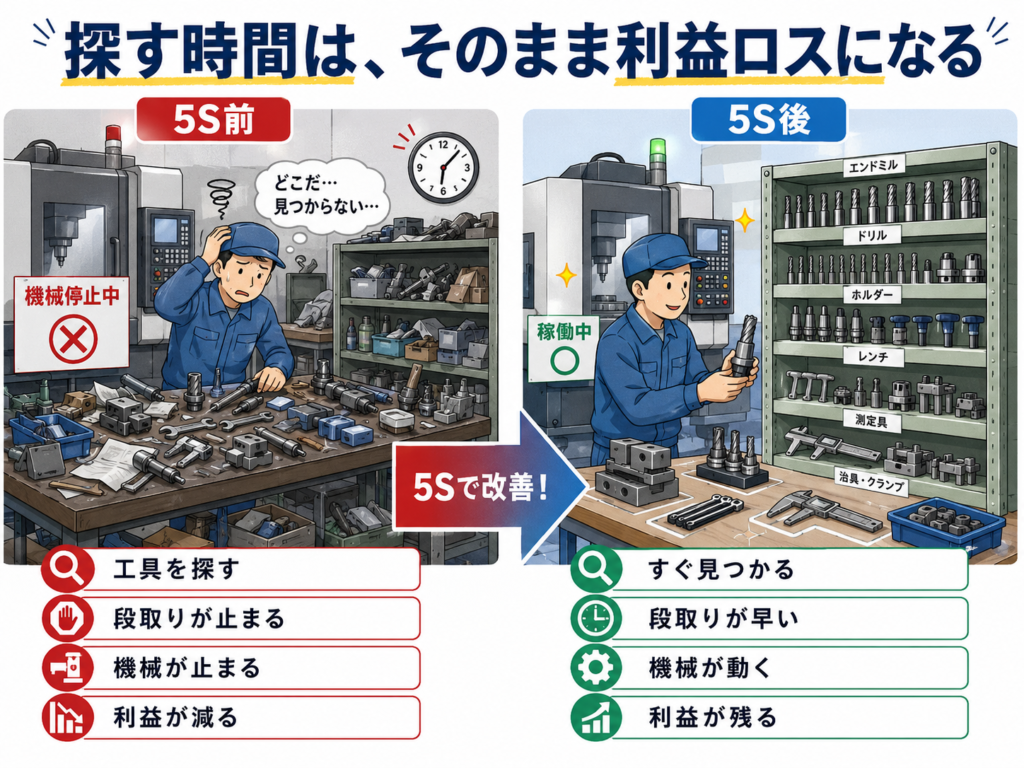
切削加工の現場で意外と多いムダが、探す時間 です。
たとえば、
- Φ6の超硬エンドミルを探す
- 使いたいコレットを探す
- 専用口金を探す
- 前回使ったバイス位置を確認する
- 測定具を探す
- 最新の図面を探す
- NCプログラムの最新版を探す
こういった時間は、加工そのものにはまったく貢献していません。
しかも、探している本人は忙しく動いているため、ムダに見えにくいのが特徴です。
しかし経営目線で見れば、探す時間は完全にロスです。
1日10分でも、1人だけなら小さく見えるかもしれません。
しかし、5人が毎日10分探し物をしていたら、1日50分です。
月20日稼働なら、月に約1,000分。
つまり約16時間以上が、探し物で消えていることになります。
これは、ほぼ2日分の作業時間です。
5Sで工具・治具・測定具・書類・データの置き場を決めることは、単なる片付けではありません。
探す時間を減らして、加工に使える時間を増やす活動 です。
理由2:段取り時間が短くなる

小ロット・多品種加工では、段取り替えの回数が多くなります。
つまり、加工時間そのものだけでなく、段取り時間が利益に大きく影響します。
段取りのたびに、
- 工具を探す
- ホルダーを探す
- コレットを探す
- バイス口金を探す
- クランプ部品を探す
- 測定具を探す
- 図面を確認し直す
- 前回条件を探す
このような状態では、機械が止まる時間が長くなります。
マシニングセンターやNC旋盤は、動いていなければお金を生みません。
もちろん、段取りは必要な作業です。
しかし、段取りの中にある「探す」「迷う」「確認し直す」「聞きに行く」は、減らすべきムダです。
5Sによって段取りに必要なものがすぐ揃う状態になれば、段取り時間は確実に短くなります。
段取り時間が短くなれば、機械の稼働時間が増えます。
機械の稼働時間が増えれば、売上につながる加工時間を増やせます。
これが、5Sが利益につながる大きな理由です。
理由3:工具・治具の重複購入が減る

現場でよくあるのが、
「ないと思って買ったら、あとから出てきた」
というケースです。
工具、ホルダー、コレット、測定具、クランプ部品、ボルト、口金、材料。
探せない現場では、実際には持っているものでも「ない」と判断され、余計な購入が発生します。
とくに切削工具は、種類が多く、単価も安くありません。
エンドミル、ドリル、タップ、インサート、ホルダー、コレット、プルスタッド、測定子など、少しずつ重複購入が増えると、在庫金額は大きくなります。
さらに悪いことに、在庫が増えるほど管理が難しくなり、さらに探せなくなります。
つまり、
探せない → 買う → 物が増える → さらに探せない
という悪循環になります。
儲かる5Sでは、単に棚をきれいにするだけでなく、
- 何があるか
- どこにあるか
- 何個あるか
- 誰が見ても分かるか
- 使ったら戻せるか
を整えます。
これにより、ムダな購入を減らし、在庫金額を抑えることができます。
理由4:加工ミス・不良が減る

5Sは品質にも直結します。
たとえば、現場が整理されていないと、次のようなミスが起こりやすくなります。
- 古い図面で加工してしまう
- 旧版のNCプログラムを使ってしまう
- 別ワーク用の治具を使ってしまう
- 摩耗した工具を新品と思って使ってしまう
- 測定具の置き場が悪く、測定忘れが起きる
- チェックすべきポイントが分からない
- 材料の取り違えが起きる
切削加工では、ちょっとした勘違いや取り違えが、そのまま不良につながります。
不良が出ると、材料費、加工時間、工具費、検査時間、再加工時間、納期調整、場合によっては客先対応まで発生します。
つまり、不良は単に「1個失敗した」という話ではありません。
その裏には、多くの見えないコストがあります。
5Sによって、図面、材料、工具、治具、測定具、加工データの管理が整うと、ミスの発生率を下げることができます。
不良を減らすことは、そのまま利益を守ることです。
理由5:新人や応援者でも作業しやすくなる
儲かる現場は、特定のベテランだけが分かる現場ではありません。
もちろん、ベテランの経験や勘は大切です。
しかし、すべてがベテランの頭の中にしかない状態では、現場は強くなりません。
小ロット・多品種の現場では、急な納期対応や担当者不在が発生します。
そのときに、
「あの人しか分からない」
「あの人がいないと探せない」
「あの人に聞かないと段取りできない」
という状態では、仕事が止まります。
5Sができている現場では、物の置き場、作業手順、確認ポイント、注意点が見える化されています。
そのため、新人や応援者でも、最低限の作業が進めやすくなります。
これは教育時間の短縮にもつながります。
人に依存しすぎない現場を作ること。
これも、儲かる5Sの大切な目的です。
切削加工現場で利益を奪う「見えないムダ」
切削加工の現場では、材料費や工具費、機械の稼働率には目が向きやすいです。
しかし、実際には次のような「見えないムダ」が利益を削っています。
- 工具を探す時間
- 治具を探す時間
- 測定具を探す時間
- 図面を探す時間
- NCデータを探す時間
- 前回条件を探す時間
- 担当者に聞きに行く時間
- 材料を取り違えて確認する時間
- 工具不足に気づいて作業が止まる時間
- 測定忘れによる手戻り
- 清掃不足による機械トラブル
- 切粉や油による作業性低下
- 通路や置き場が狭くなることによる移動ロス
これらは、単体では小さく見えます。
しかし毎日積み重なると、かなり大きな損失になります。
5Sの目的は、こうした見えにくいムダを見えるようにして、少しずつ削っていくことです。
儲からない5Sと儲かる5Sの違い
5S活動をしているのに成果が出ない現場もあります。
その多くは、5Sの目的が「きれいにすること」で止まっています。
儲からない5S
- 床をきれいにするだけ
- 棚にラベルを貼るだけ
- チェックシートに印を付けるだけ
- 写真を撮って終わり
- 月1回だけ一斉清掃する
- 現場の負担だけが増える
- なぜやるのか説明されていない
これでは、現場からすると「面倒な活動」になります。
儲かる5S
- 探す時間を減らす
- 段取り時間を短くする
- 不良を減らす
- 工具の重複購入を減らす
- 作業者が迷わない状態を作る
- 新人でも分かる表示にする
- 機械を止めない仕組みにする
- 利益改善につながる場所から始める
儲かる5Sでは、現場にこう伝える必要があります。
きれいにするためにやるのではなく、仕事をラクにして利益を残すためにやる。
この考え方がないと、5Sは長続きしません。
儲かる5Sで最初に見るべき場所
5Sは、いきなり工場全体を完璧にしようとすると失敗しやすいです。
最初は、利益に直結しやすい場所から始めるのがおすすめです。
工具棚
まず見るべきは工具棚です。
切削工具は、加工品質、加工時間、工具費に直結します。
確認するポイントは、
- 新品と使用済みが混ざっていないか
- 摩耗工具がそのまま戻されていないか
- 同じ径の工具が複数箇所に置かれていないか
- 工具径、刃長、用途が分かるか
- 再研磨品、廃棄品、確認待ち品が区別されているか
- よく使う工具が取りやすい位置にあるか
工具棚が乱れていると、工具選定ミスや重複購入、加工不良につながります。
工具棚の5Sは、かなり費用対効果が高い改善です。
治具・バイス・口金置場
次に重要なのが、治具やバイス口金の置き場です。
小ロット・多品種では、治具や口金の管理が段取り時間に大きく影響します。
確認するポイントは、
- 専用治具がどの製品用か分かるか
- 口金の組み合わせが分かるか
- 使用頻度別に置き場が分かれているか
- 変形品や傷物が混ざっていないか
- ボルトやクランプ部品がセットで管理されているか
- 次回使うときにすぐ使える状態か
治具は「あるかないか」だけでなく、すぐ使える状態か が重要です。
傷んだ治具や、部品が足りない治具が棚に戻っていると、次回段取り時に時間を失います。
測定具置場
測定具の5Sも品質に直結します。
ノギス、マイクロメータ、シリンダゲージ、ピンゲージ、ハイトゲージ、ダイヤルゲージなどは、必要なときにすぐ使える状態でなければなりません。
確認するポイントは、
- 置き場が決まっているか
- 使用後に戻されているか
- 校正状況が分かるか
- 測定具が切粉や油で汚れていないか
- 測定子や付属品が一緒に管理されているか
- 現場用と検査室用が混在していないか
測定具が探せない現場では、測定そのものが後回しになりやすくなります。
測定が後回しになると、不良の発見が遅れます。
不良の発見が遅れるほど、損失は大きくなります。
材料置場
材料置場も重要です。
材料の取り違えは、加工不良の中でも大きな損失につながります。
確認するポイントは、
- 材質が明確に表示されているか
- 寸法が分かるか
- 客先別、案件別に区別されているか
- 端材の管理ルールがあるか
- 使用予定材と在庫材が混ざっていないか
- 加工前、加工中、加工済みが分かれているか
材料は、見た目だけでは材質が分からないものも多いです。
S45C、SCM、SUS、アルミ、真鍮、樹脂などが混在する現場では、材料管理の5Sが非常に重要です。
材料間違いは、加工時間だけでなく、客先信用にも影響します。
図面・加工指示書・NCデータ
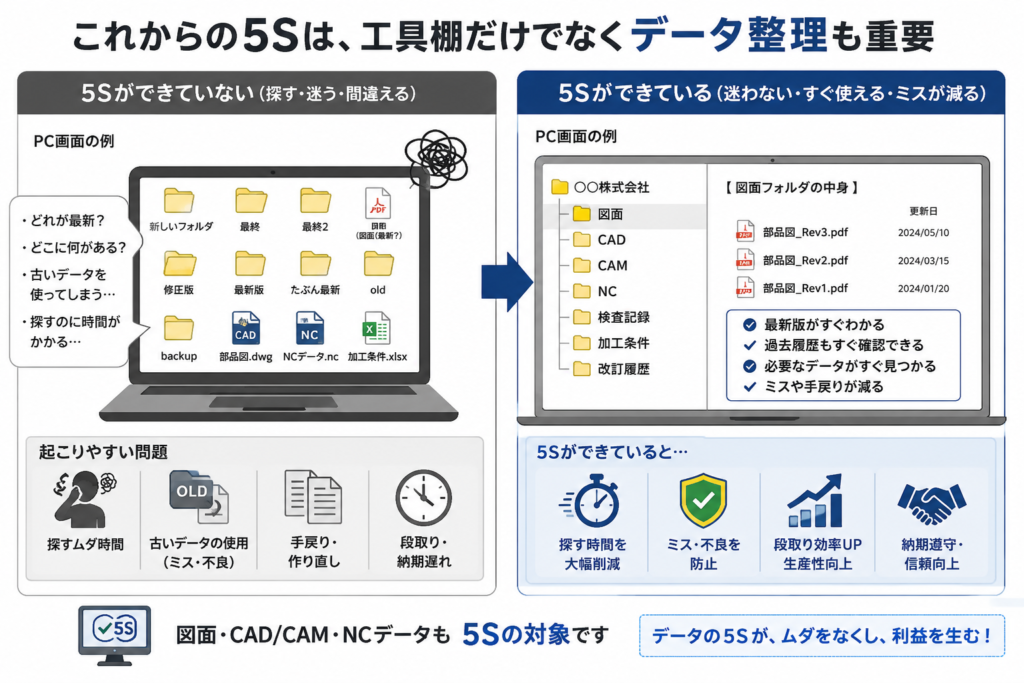
切削加工の5Sでは、デジタルデータの整理も欠かせません。
第1弾でも、CAD/CAMを使う現場では「デジタルデータの5S」が重要であり、図面・モデル・NCデータの命名ルールやフォルダ構成、バージョン管理を整える必要があると紹介しました。
特に注意すべきなのは、
- 旧版図面
- 旧NCプログラム
- 修正前のCAMデータ
- 加工条件の古いメモ
- 客先変更前のデータ
- 担当者個人のPCだけにあるデータ
です。
デジタルデータが整理されていないと、目に見えないところでミスが起きます。
現場がきれいでも、データがぐちゃぐちゃなら本当の5Sとは言えません。
これからの加工現場では、工具棚や材料棚だけでなく、PCフォルダ、NCデータ、CAMテンプレート、加工条件表も5Sの対象です。
5Sを金額で考える:探す時間は本当に高い
5Sを現場に定着させるには、精神論だけでは弱いです。
「きれいにしよう」
「ちゃんと戻そう」
「意識を高く持とう」
これだけでは続きません。
そこでおすすめなのが、5Sを金額で考えることです。
たとえば、作業者1人あたりの社内加工レートを仮に 1時間5,000円 とします。
1人が1日10分探し物をしている場合、
10分は1時間の6分の1です。
5,000円 ÷ 6 = 約833円。
つまり、1人あたり1日約833円分の時間を探し物で失っていることになります。
5人なら、1日約4,165円。
月20日なら、約83,300円。
年間では、約999,600円。
つまり、毎日たった10分の探し物でも、5人いれば年間約100万円近いロスになる可能性があります。
もちろん、これは単純計算です。
しかし、現場のムダを金額に置き換えると、5Sの重要性が分かりやすくなります。
5Sは、売上を直接増やす活動ではないかもしれません。
しかし、ムダな時間とムダな支出を減らして、利益を残す活動 です。
小ロット多品種加工ほど5Sで差が出る
量産工場では、同じ作業を繰り返すため、段取りや工具配置が固定化しやすいです。
一方、小ロット・多品種の加工現場では、毎日のように品物が変わります。
図面が変わる。
材料が変わる。
工具が変わる。
治具が変わる。
加工条件が変わる。
測定ポイントが変わる。
このような現場では、5Sができていないと、毎回の段取りで迷いが発生します。
反対に、5Sができている現場では、変化に強くなります。
必要なものがすぐ分かる。
前回情報がすぐ見つかる。
工具や治具の状態が分かる。
測定具がすぐ使える。
新人でも作業の流れが分かる。
小ロット・多品種加工では、加工技術だけでなく、段取り力と管理力が利益を左右します。
その土台になるのが5Sです。
5Sを続けるために必要な考え方
5Sで一番難しいのは、始めることではありません。
続けることです。
最初は一斉清掃や整理で、ある程度きれいになります。
しかし、時間が経つと元に戻る現場も多いです。
なぜ戻るのか。
理由は簡単です。
戻らない仕組みがないからです。
5Sを続けるには、次のような仕組みが必要です。
- 定位置を決める
- 表示を付ける
- 戻すルールを決める
- 誰が見ても異常が分かるようにする
- 使わないものを定期的に見直す
- チェックする担当を決める
- 写真で基準を残す
- 改善前後を見える化する
- 現場の声を反映する
重要なのは、5Sを「根性」や「注意」だけで維持しようとしないことです。
人は忙しくなると、元に戻し忘れます。
急ぎの仕事が入ると、仮置きが増えます。
置き場が分かりにくいと、適当に置きます。
だからこそ、誰でも戻しやすい仕組みが必要です。
5Sは現場を責める活動ではない
5S活動で注意したいのは、現場を責める活動にしないことです。
「なぜ戻さないんだ」
「なぜ片付けないんだ」
「なぜ汚すんだ」
このような言い方だけでは、現場は反発します。
もちろん、ルールを守ることは大切です。
しかし、守れない状態には原因があります。
- 置き場が遠い
- 置き場が分かりにくい
- 忙しすぎて戻せない
- 戻すメリットを感じていない
- そもそもルールが曖昧
- 誰も確認していない
- リーダー自身が守っていない
このような状態で「ちゃんとやれ」と言っても、なかなか定着しません。
儲かる5Sでは、人を責めるよりも、仕組みを見直します。
戻しやすいか。
見つけやすいか。
迷わないか。
誰でも分かるか。
忙しいときでも維持できるか。
この視点が大切です。
まずは「一番よく探しているもの」から始める
5Sを始めるとき、いきなり工場全体を対象にすると大変です。
おすすめは、現場でこう聞くことです。
「一番よく探しているものは何ですか?」
この質問をすると、現場のムダが見えてきます。
- 六角レンチ
- トルクレンチ
- コレット
- タップホルダー
- ピンゲージ
- 専用口金
- クランプボルト
- 図面
- 加工指示書
- 前回のNCプログラム
- 材料の端材
- 測定記録
よく探しているものほど、改善効果が出やすいです。
最初から完璧な5Sを目指す必要はありません。
まずは、毎日困っているものから整える。
これだけでも、現場はかなりラクになります。
まとめ:5Sは利益を生む現場の仕組み
5Sは、単なる掃除や片付けではありません。
とくに切削加工の現場では、5Sは利益に直結します。
工具を探す時間が減れば、段取りが早くなります。
治具が整理されていれば、機械停止時間が減ります。
測定具が管理されていれば、不良の発見が早くなります。
図面やNCデータが整理されていれば、加工ミスが減ります。
材料置場が整っていれば、取り違えを防げます。
新人でも分かる現場になれば、教育時間も短くなります。
つまり5Sは、
探すムダを減らす活動
段取りを早くする活動
不良を減らす活動
在庫のムダを減らす活動
人に依存しすぎない現場を作る活動
です。
見た目をきれいにするだけでは、儲かる5Sにはなりません。
本当に大切なのは、5Sによって現場のムダが減り、利益が残る仕組みになることです。
小ロット・多品種の切削加工会社ほど、5Sの差がそのまま現場力の差になります。
「忙しいから5Sができない」のではなく、
忙しい現場だからこそ、5Sでムダを減らす必要があります。
儲かる5Sは、特別な設備投資がなくても始められる利益改善です。
まずは、現場で一番よく探しているものから整えてみてください。
そこが、利益を残す現場づくりの第一歩になります。


