
切削加工をしていると、こんな経験はないでしょうか。
- 荒加工後は問題なかったのに、クランプを外したら反った
- 仕上げ前に測ると寸法が動いていた
- 片面を削ったら材料がバナナのように曲がった
- 熱処理後に穴位置や平面度が狂った
- メッキやアルマイト後に寸法が合わなくなった
このような加工変形は、単純に「削り方が悪い」だけで起こるわけではありません。
大きな原因のひとつが、材料の中に残っている内部応力や残留応力です。
材料は、一見まっすぐで安定しているように見えても、内部では引っ張り合ったり、押し合ったりする力のバランスで形を保っていることがあります。そこを切削加工で削ると、そのバランスが崩れます。
その結果、反り、曲がり、ねじれ、平面度不良、穴位置ズレなどが発生します。
この記事では、切削加工と材料の内部応力の関係、加工による変形、熱処理や表面処理で寸法が動くメカニズム、そして変形を予測して後工程を楽にする現場ノウハウを解説します。
内部応力・残留応力とは?
内部応力とは、材料の内部に残っている応力のことです。
外から力を加えていない状態でも、材料の中に引張りや圧縮の力が残っている場合があります。これを一般的には残留応力と呼びます。
たとえば、以下のような工程で材料内部に応力が残ります。
- 圧延
- 鍛造
- 鋳造
- 溶接
- 熱処理
- 焼入れ
- 引抜き
- 曲げ加工
- 研削加工
- 切削加工
- 表面処理
重要なのは、材料は「何もしていないから応力がない」とは限らないということです。
素材の状態ですでに応力を持っていることもあれば、加工中に新たな応力が入ることもあります。
なぜ削ると変形するのか?
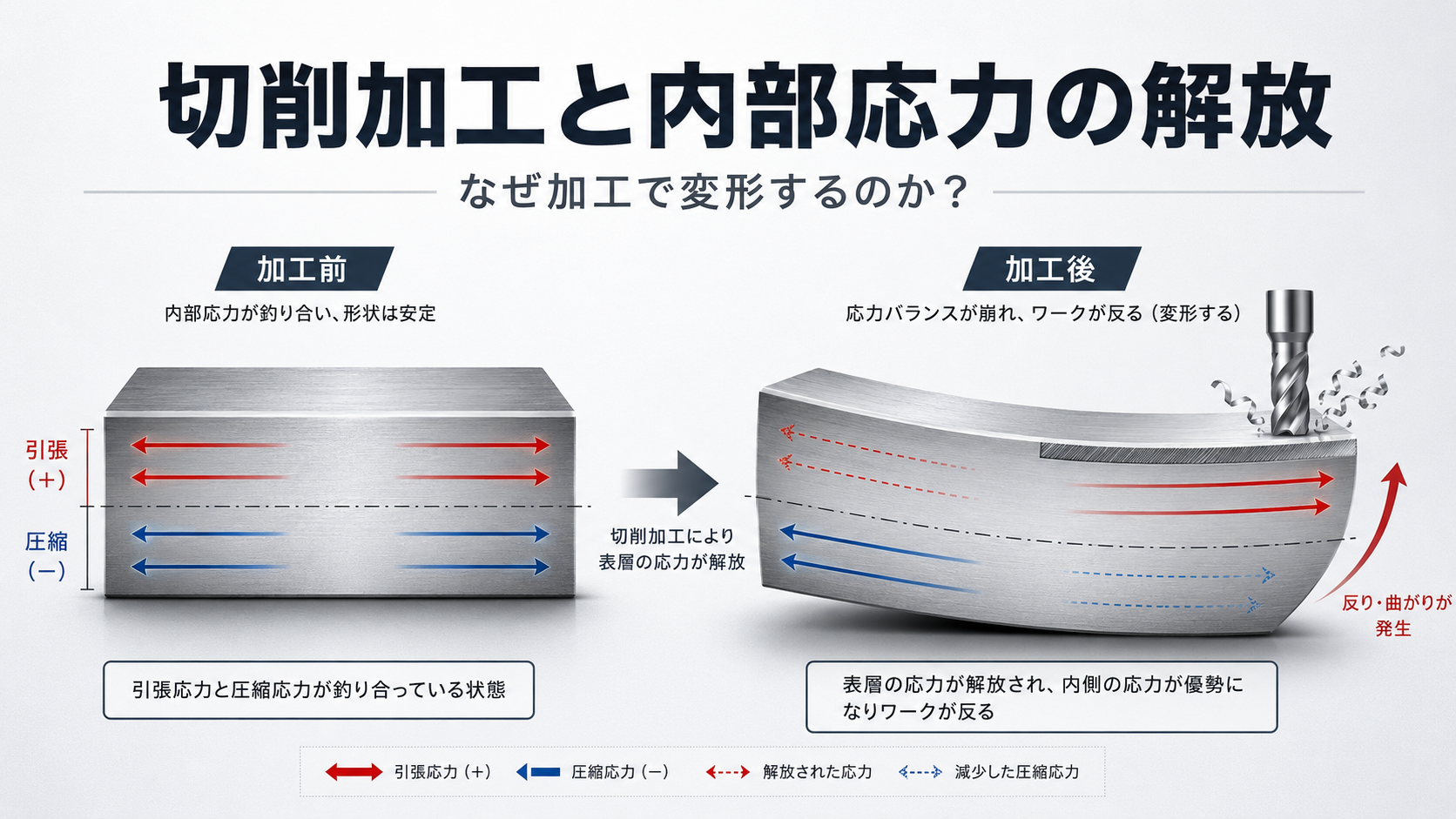
切削加工で変形が起こる理由は、簡単に言えば応力バランスが崩れるからです。
材料の内部に残留応力がある場合、その材料は内部で力のつり合いを保っています。
たとえば、板材の表面側に圧縮応力、内部側に引張応力が残っているとします。この状態では、材料全体としてはまっすぐに見えます。
しかし、片面だけを削るとどうなるでしょうか。
表面側の圧縮応力を持った層が削り取られます。すると、反対側や内部に残っていた応力とのバランスが崩れます。
その結果、材料が反る、曲がる、ねじれるという変形が起こります。
つまり、切削加工による変形は、単に「削ったから薄くなって弱くなった」というだけではありません。
削ったことで、材料内部の力のバランスを崩したことが大きな原因です。
切削加工そのものでも残留応力は発生する
材料に元々あった内部応力だけでなく、切削加工そのものによっても残留応力は発生します。
切削加工では、工具の刃先が材料に食い込み、せん断変形を起こしながら切りくずを作ります。このとき、加工面付近には大きな塑性変形が発生します。
さらに、工具と材料の摩擦、切りくずのせん断、工具逃げ面のこすれによって切削熱も発生します。
そのため、加工面近くでは次のようなことが起こります。
- 刃先による押し込み
- 材料の塑性変形
- 切削熱による局部的な膨張
- 冷却時の収縮
- 工具摩耗によるこすり加工
- 加工硬化
- 表面層の引張応力または圧縮応力
このように、切削加工は単に材料を除去するだけではありません。
加工面のすぐ下に、新しい応力状態を作っていると考えた方がよいです。
特に工具が摩耗している場合、切るというよりも押す・こする作用が増えます。その結果、表面層に強い残留応力が入りやすくなります。
精密部品で「仕上げた直後は寸法が合っていたのに、時間が経つと動く」という場合は、加工で入った残留応力が影響している可能性があります。
片削りは変形しやすい
加工変形で特に注意したいのが、片側だけを大きく削る加工です。
たとえば、角材から片面だけを大きく削って薄い板形状を作る場合、削った側と残った側で応力のバランスが大きく変わります。
このような加工では、以下のような不具合が起こりやすくなります。
- 平面度が出ない
- 板が反る
- ポケット底面が歪む
- 薄肉壁が倒れる
- 穴位置がずれる
- 仕上げ後にクランプを外すと寸法が変わる
加工中はバイスや治具で押さえられているため、変形が見えにくいことがあります。
しかし、クランプを外した瞬間に材料が自由になり、本来変形したかった方向へ動きます。
これが「機上では合っていたのに、外したら狂った」という現象です。
クランプでも変形は起こる
加工変形を考えるとき、材料内部の応力だけでなく、クランプによる外力も重要です。
薄物や長物を強く締めると、加工中は材料が矯正された状態になります。その状態で上面や側面を仕上げると、機上では寸法が出ます。
しかし、クランプを外すと、材料が元の形に戻ろうとします。
その結果、仕上げた面が反ったり、平面度が崩れたりします。
これは、材料そのものが変形したというより、変形した状態で加工してしまったことが原因です。
特に注意したいのは以下のようなワークです。
- 薄板
- 長尺部品
- 薄肉ポケット
- L字形状
- コの字形状
- 片持ち形状
- 肉厚差が大きい部品
- 溶接構造物
- 鋳物素材
- 熱処理後の材料
クランプは「強く締めれば安心」ではありません。
精密加工では、ワークを動かさないことと、ワークを歪ませないことのバランスが重要です。
熱処理で変形するメカニズム
熱処理による変形は、切削加工とは別のメカニズムで発生します。
熱処理では、材料を加熱し、保持し、冷却します。この過程で材料の内部では、温度差、膨張収縮、組織変化が起こります。
特に焼入れでは、材料の表面と内部で冷えるタイミングが違います。
表面は先に冷え、内部は遅れて冷えます。この温度差によって、表面と内部で膨張・収縮のタイミングがずれます。
さらに鋼材の場合、焼入れ時にオーステナイトからマルテンサイトへ組織変化が起こります。この相変態でも体積変化が発生します。
つまり、熱処理変形は主に以下の要因で発生します。
- 加熱時の温度むら
- 冷却時の温度差
- 表面と内部の冷却速度差
- 相変態による体積変化
- 残留応力の再分布
- 焼入れ姿勢
- 治具への載せ方
- 肉厚差
- 形状の非対称性
特に、肉厚差が大きい部品や片側だけが薄い部品は、熱処理で変形しやすくなります。
また、荒加工で内部応力を解放した後に熱処理を行う場合と、素材状態のまま熱処理を行う場合では、変形の出方が変わることがあります。
応力除去焼鈍はなぜ有効なのか?
応力除去焼鈍は、材料内部に残っている応力を低減するための熱処理です。
荒加工後に応力除去焼鈍を入れると、切削で応力バランスが崩れた状態を、仕上げ前に一度落ち着かせることができます。
特に次のような部品では有効です。
- 大きく削り出す部品
- 薄肉部品
- 長尺部品
- 平面度が厳しい部品
- 熱処理前後で寸法管理が必要な部品
- 溶接後に機械加工する部品
- 鋳物や鍛造材を大きく加工する部品
ただし、応力除去焼鈍を入れれば必ず変形がなくなるわけではありません。
応力除去のタイミング、温度、保持時間、冷却方法、材質によって効果は変わります。また、応力除去後にも追加で大きく削れば、再び応力バランスは崩れます。
そのため、応力除去焼鈍は「変形をゼロにする工程」ではなく、仕上げ前に大きな変形要因を先に出しておく工程と考えると分かりやすいです。
表面処理で寸法が動く理由
表面処理でも寸法は変わります。
代表的なものが、メッキ、アルマイト、窒化、浸炭、黒染め、ショットピーニングなどです。
表面処理による変形や寸法変化には、主に以下の要因があります。
- 皮膜厚みによる寸法増加
- 皮膜自体の内部応力
- 表面層の組織変化
- 処理温度による熱変形
- 拡散層の形成
- 前処理によるエッチングや研磨
- 水素の影響
- 処理後ベーキングや加熱による応力変化
たとえば、無電解ニッケルメッキでは、皮膜が比較的均一につきやすい一方で、皮膜厚み分だけ寸法は増えます。
また、メッキ皮膜には内部応力があるため、薄肉部品や片面処理、形状バランスの悪い部品では反りや歪みの要因になることがあります。
アルマイトの場合は、アルミの表面に酸化皮膜を生成します。単純に表面へ膜が乗るだけでなく、母材側にも入り込むように成長します。そのため、膜厚すべてが外側に増えるわけではありません。
このように、表面処理は「最後に少し膜がつくだけ」と考えると危険です。
精密部品では、処理後寸法を見越した加工寸法、マスキング、処理条件、仕上げ代の考え方が重要になります。
変形しやすい形状の特徴
変形しやすい部品には共通点があります。
代表的なのは以下のような形状です。
- 薄い
- 長い
- 幅が狭い
- 肉厚差が大きい
- 左右非対称
- 片側だけ大きく削る
- ポケットが深い
- リブが細い
- 穴が多い
- 大きな開口部がある
- 溶接部がある
- 熱処理や表面処理が入る
このような形状では、加工順序を間違えると、最後の仕上げで苦労します。
変形は最後に突然起こるように見えますが、実際には荒加工、クランプ、熱、残し代、加工順序の積み重ねで発生します。
変形を予測するための考え方
加工変形を完全に予測するのは簡単ではありません。
しかし、現場では以下のように考えるだけでも、かなり予測しやすくなります。
1. どこを大きく削るかを見る
まず、素材からどの部分を大きく除去するかを確認します。
片側だけ大きく削る場合は、反りが出やすいと考えます。
特に、板材やブロック材から薄肉形状を削り出す場合は、荒加工後に必ず一度解放する前提で工程を組むべきです。
2. 形状が対称か非対称かを見る
左右対称、上下対称に近い形状は、応力バランスも比較的読みやすくなります。
一方、L字、コの字、片持ち、深いポケットなどは、変形方向が偏りやすくなります。
形状が非対称な部品ほど、加工順序とクランプ方法に注意が必要です。
3. 肉厚差を見る
厚い部分と薄い部分が混在する部品は、熱処理でも切削でも変形しやすくなります。
厚い部分は熱が逃げにくく、薄い部分は剛性が低いため、加工熱やクランプ力の影響を受けやすくなります。
4. 熱処理・表面処理の有無を見る
熱処理や表面処理がある部品は、加工完了時点で寸法が合っていても、最終寸法が合うとは限りません。
熱処理後に研磨や仕上げ加工を入れるのか、表面処理後に仕上げるのか、処理前寸法で狙うのかを最初に決める必要があります。
5. どのタイミングで応力を解放するか決める
変形は避けるだけでなく、先に出すことも大切です。
荒加工後にクランプを外して放置する、反転する、応力除去を入れる、再クランプして基準面を取り直す。
このような工程を入れることで、仕上げ後の変形を減らしやすくなります。
後工程を楽にする加工ノウハウ
ここからは、実際の現場で使える考え方を紹介します。
荒加工で一気に完成形まで攻めない
変形しやすい部品では、荒加工でいきなり完成形に近づけすぎない方が安全です。
荒加工では、まず大きな肉を落として、応力をある程度解放します。
その後、クランプを外して変形を出し、再度基準を取り直してセミフィニッシュ、仕上げへ進めます。
おすすめの流れは以下です。
- 荒加工で大きな肉を落とす
- クランプを外す
- 必要に応じて放置または応力除去
- 再クランプする
- 基準面を取り直す
- セミフィニッシュ
- 仕上げ加工
重要なのは、荒加工後の変形を「失敗」と考えないことです。
荒加工後に変形するのは、材料が持っていた応力が出てきた結果です。仕上げ前に変形を出せたなら、むしろ後工程は楽になります。
両面を交互に削る
板材や薄物では、片面だけを大きく削ると反りやすくなります。
そのため、可能であれば両面を交互に加工します。
片面を荒加工したら反転し、反対面も荒加工する。さらに必要であれば、もう一度反転してセミフィニッシュを行う。
このように、左右・表裏のバランスを取りながら削ることで、応力の偏りを抑えやすくなります。
仕上げ代を均一に残す
仕上げ代が場所によって大きく違うと、仕上げ加工時の切削抵抗や熱の入り方が変わります。
その結果、仕上げ面の精度が安定しません。
変形しやすい部品ほど、セミフィニッシュで仕上げ代を均一にしておくことが重要です。
特にポケット底面、深い立壁、長い側面では、仕上げ代のばらつきが寸法不良や面粗さ不良につながります。
基準面は最後に信じすぎない
荒加工前に作った基準面が、荒加工後も正しいとは限りません。
材料が変形すれば、最初の基準面も動きます。
そのため、変形しやすい部品では、荒加工後に基準面を取り直す工程を考えます。
これは手間に見えますが、仕上げで寸法を合わせるためには非常に重要です。
クランプ力を管理する
クランプ力が強すぎると、ワークを歪ませた状態で加工することになります。
特に薄物や長物では、締め付けトルクを管理し、必要以上に締めすぎないことが重要です。
また、点で押さえるのではなく、できるだけ面で支えることも大切です。
必要に応じて、サポート、ジャッキ、樹脂当て、専用治具を使い、ワークが自然な状態で固定されるようにします。
加工熱を溜めない
加工熱も変形の大きな原因です。
切削熱が局部的に入ると、その部分だけが膨張します。加工中は寸法が合っていても、冷えた後に寸法が変わることがあります。
熱変形を抑えるには、以下の対策が有効です。
- 切れ味の良い工具を使う
- 摩耗工具を使い続けない
- クーラントを安定して当てる
- 一か所に熱を集中させない
- 高能率加工でも切削熱の逃がし方を考える
- 仕上げ前にワーク温度を安定させる
特に精密仕上げでは、ワークが温まった状態で寸法を合わせないことが大切です。
熱処理前後で工程を分ける
熱処理が入る部品では、熱処理前にすべてを仕上げるのではなく、熱処理後に必要な仕上げ代を残すのが基本です。
たとえば、焼入れ後に研磨する部品では、焼入れ変形を見込んで研磨代を残します。
また、穴や溝、薄肉部は熱処理後に動きやすいため、熱処理前にどこまで加工するかを慎重に決める必要があります。
熱処理後に取り代が残っていないと、変形を修正できません。
表面処理後寸法を先に決める
メッキやアルマイトがある部品では、処理後の最終寸法を基準に考える必要があります。
特に注意したいのは以下です。
- 皮膜厚み
- 片側増加量
- 内径の寸法変化
- 外径の寸法変化
- ネジ部の処理
- はめあい部のマスキング
- 処理後に研磨するかどうか
- 処理業者の膜厚公差
表面処理は、加工屋だけで完結しない工程です。
処理業者と、膜厚、寸法増加量、マスキング範囲、測定方法を事前に確認しておくことが重要です。
変形を完全になくすより、変形を管理する
加工変形は、完全にゼロにするのが難しい現象です。
特に、薄肉、大物、長尺、熱処理品、表面処理品では、多少の変形が出る前提で工程を組む方が現実的です。
大切なのは、変形を恐れることではありません。
重要なのは、次の3つです。
- どこで変形しそうか予測する
- 仕上げ前に変形を出しておく
- 後工程で修正できる取り代と基準を残す
加工変形は「最後に困る問題」ではなく、「工程設計の最初に考える問題」です。
現場で使えるチェックリスト
加工前に、以下を確認しておくと変形トラブルを減らしやすくなります。
- 素材は圧延材か、鍛造材か、鋳物か
- 溶接や熱処理履歴はあるか
- 片側だけ大きく削る形状ではないか
- 薄肉部や長尺部はあるか
- 肉厚差が大きくないか
- 荒加工後にクランプを外す工程はあるか
- 応力除去焼鈍は必要か
- 仕上げ代は均一に残せるか
- 基準面を取り直す工程はあるか
- クランプでワークを歪ませていないか
- 加工熱が一部に集中しないか
- 熱処理後の仕上げ代は残っているか
- 表面処理後の寸法増加を見込んでいるか
- 処理業者と膜厚・マスキング範囲を確認しているか
このチェックをするだけでも、加工後に「なぜ曲がった?」と悩むケースを減らせます。
まとめ
切削加工で材料が変形する原因は、単純ではありません。
材料の内部応力、切削による残留応力、クランプ力、加工熱、熱処理、表面処理など、複数の要因が重なって変形が発生します。
特に重要なのは、材料は内部で応力バランスを保っている場合があり、切削によってそのバランスが崩れるという考え方です。
加工変形を抑えるには、以下が重要です。
- 片削りを避ける
- 両面をバランスよく加工する
- 荒加工後に変形を出す
- 仕上げ前に基準を取り直す
- 仕上げ代を均一に残す
- クランプで歪ませない
- 加工熱を管理する
- 熱処理・表面処理後の寸法変化を見込む
加工変形は、最後に対処するものではありません。
図面を見た段階、素材を選ぶ段階、工程を組む段階で、ある程度予測しておくことが重要です。
変形を完全になくすのではなく、変形を先に出し、管理し、後工程で仕上げやすい状態に持っていく。
これが、精密加工で後工程を楽にするための現実的な考え方です。




