

ステンレスの切削加工は、鉄やアルミと同じ感覚で削るとトラブルが出やすい材料です。
特にSUS304のようなオーステナイト系ステンレスは、粘りがあり、熱がこもりやすく、切粉が絡みやすいという特徴があります。さらに、刃物がこすれるような加工になると、表面が硬くなる「加工硬化」が起きやすくなります。
そのため、ステンレス加工では単に「硬い材料だから低速で慎重に削る」という考え方だけではうまくいきません。
大事なのは、しっかり切ることです。
今回は、初心者向けにステンレス切削加工の基本的な考え方、エンドミル・ドリルの選定方法、切粉処理のポイントを解説します。
ステンレス加工が難しい理由
ステンレス加工でトラブルが出やすい理由は、主に次の4つです。
1つ目は、材料に粘りがあることです。
ステンレスは切粉がきれいに分断されにくく、長くつながった切粉になりやすい材料です。ドリル加工では切粉詰まり、エンドミル加工では切粉の再噛み込みにつながります。
2つ目は、熱が逃げにくいことです。
ステンレスは切削熱が工具側に入りやすく、刃先温度が上がりやすい材料です。熱がこもると工具摩耗が進み、刃先が丸くなり、さらに切れなくなる悪循環になります。
3つ目は、加工硬化しやすいことです。
刃物が材料をしっかり削らず、表面をこするような状態になると、加工面が硬くなります。その硬くなった面を次の刃が削るため、工具摩耗や欠けが起きやすくなります。
4つ目は、溶着しやすいことです。
刃先に材料がくっつくと、仕上げ面が悪くなったり、工具が欠けたりします。特に切れ味の悪い工具、切削油不足、送り不足では溶着が起きやすくなります。
つまりステンレス加工では、
「熱をためない」
「こすらない」
「切粉をためない」
「切れる工具を使う」
この4つが重要です。
初心者がやりがちな失敗
ステンレス加工で初心者がやりがちな失敗は、慎重になりすぎて送りを下げすぎることです。
もちろん、いきなり高負荷で加工するのは危険です。しかし、送りを下げすぎると刃物が材料を削らず、こする時間が長くなります。
その結果、加工硬化が起きます。
「ゆっくり削っているのに工具がすぐダメになる」
「切削音は静かなのに、刃先が摩耗している」
「穴あけ後にタップが折れやすい」
「仕上げ面がむしれたようになる」
このような場合、送り不足や切れ味不足が原因になっていることがあります。
ステンレスは、怖がってなでるように削るより、適正な送りで確実に切り込むことが大切です。
ステンレス用エンドミルの選び方
ステンレス加工では、まずステンレス対応の超硬エンドミルを選ぶのが基本です。
汎用エンドミルでも加工できないわけではありませんが、切れ味、刃先強度、コーティング、切粉排出性が合っていないと、工具寿命や面品位に差が出ます。
1. まずは防振タイプを選ぶ
ステンレス加工では、ビビりを抑えることが非常に重要です。
ビビりが出ると、工具摩耗が早くなり、加工面も悪くなります。特に側面加工や深い立ち壁加工では、防振タイプのエンドミルが有効です。
不等リード、不等分割、芯厚の大きい高剛性タイプなどを選ぶと、切削中の振動を抑えやすくなります。
初心者の場合は、安い汎用品を使い回すよりも、ステンレス対応の防振エンドミルを使った方が結果的に安定します。
2. 刃数は加工内容で選ぶ
エンドミルの刃数は、多ければ良いというものではありません。
溝加工やポケット加工のように切粉の逃げ場が少ない加工では、2枚刃や3枚刃など、切粉排出性を重視した工具が使いやすい場合があります。
一方、側面仕上げや浅い切込みの高能率加工では、4枚刃以上の工具が有効です。刃数が多いと、同じ送りでも1刃あたりの負荷を抑えやすく、仕上げ面も安定しやすくなります。
ただし、切粉が詰まる条件で多刃を使うと、逆にトラブルになります。
基本的には、
溝加工:切粉排出性重視
側面加工:剛性・防振重視
仕上げ加工:刃数と振れ精度重視
このように考えると選びやすくなります。
3. 刃長はできるだけ短くする
初心者に特に意識してほしいのが、刃長です。
「深いところまで届くから長いエンドミルを使う」という選び方は、ステンレスでは危険です。
刃長や突き出しが長くなるほど、工具はたわみやすくなり、ビビりやすくなります。ステンレスは切削抵抗も高くなりやすいため、工具剛性の不足がそのまま加工不良につながります。
届く範囲で、できるだけ短い刃長。
突き出しも、できるだけ短く。
これだけでも加工はかなり安定します。
4. コーティングは耐熱・耐摩耗重視
ステンレス加工では、切削熱に強く、溶着しにくいコーティングが有効です。
一般的には、AlTiN系、AlCrN系などの耐熱性・耐摩耗性に優れたコーティングが使われます。工具メーカー各社からステンレス向けや難削材向けのコーティング工具が出ているので、まずはメーカー推奨のステンレス対応品を選ぶのが安全です。
ただし、コーティングが良くても、切削条件や切粉処理が悪ければ工具は長持ちしません。
工具は「高いものを買えば解決」ではなく、工具・条件・保持剛性・切削油・切粉排出をセットで考える必要があります。
ステンレス用ドリルの選び方
ステンレスの穴あけ加工では、ドリル選定が非常に重要です。
ステンレスは穴あけ中に切粉が伸びやすく、ドリル溝に詰まりやすい材料です。切粉が詰まると、ドリルが折れる、穴径が大きくなる、面粗さが悪くなる、タップが折れるなどのトラブルにつながります。
1. ステンレス対応ドリルを使う
ステンレスには、ステンレス用のドリルを使うのが基本です。
ステンレス用ドリルは、切れ味、溝形状、マージン形状、コーティング、油穴形状などがステンレス加工に合わせて設計されています。
特に量産や深穴加工では、油穴付き超硬ドリルが有効です。内部給油で刃先に切削油を届けることで、冷却と切粉排出が安定しやすくなります。
2. 深穴では切粉排出を最優先にする
穴が深くなるほど、切粉排出は難しくなります。
目安として、3Dを超える穴では切粉詰まりに注意が必要です。5D、8D、10Dのような深穴では、工具選定と切削油の供給が非常に重要になります。
深穴加工では、
油穴付きドリルを使う
切粉が細かく分断される条件にする
クーラント圧を確保する
切粉の排出状態を確認する
必要に応じてステップ加工を使う
といった対策が必要です。
ただし、ステップ加工を多用しすぎると、加工時間が長くなり、工具への負担も増える場合があります。最新の油穴付きドリルでは、条件が合えばノンステップで安定加工できるケースもあります。
3. 下穴とタップ加工の関係も考える
ステンレスでタップが折れる原因は、タップだけにあるとは限りません。
前工程のドリル加工で穴が硬化していたり、切粉が残っていたり、下穴径が小さかったりすると、タップに大きな負荷がかかります。
ステンレスのタップ加工では、下穴径を少し大きめに設定することもあります。もちろん、ねじ精度や有効ねじ山率とのバランスは必要ですが、必要以上に下穴を小さくすると、タップ折損リスクが上がります。
タップが折れる場合は、
タップの種類
下穴径
下穴の面粗さ
穴底の切粉残り
切削油
ホルダー
加工硬化
をセットで確認することが大切です。
切削条件の考え方
ステンレス加工では、切削速度を上げすぎると熱で工具が傷みやすくなります。一方で、遅すぎても加工硬化や溶着が起きやすくなります。
つまり、単純に「遅くすれば安全」ではありません。
送り不足に注意する
ステンレス加工では、1刃あたりの送りが小さすぎると、刃物が材料を削らずにこすります。
こすり加工になると、加工硬化が起き、次の刃が硬くなった面を削ることになります。これが工具摩耗や欠けの原因になります。
初心者は、回転数を下げることばかり考えがちですが、送り量も同じくらい重要です。
工具メーカーの推奨条件を確認し、まずは推奨範囲の下限から始めるのが安全です。そのうえで、切粉の色、切削音、加工面、工具摩耗を見ながら調整します。
切込みは一気に重くしすぎない
ステンレスは切削抵抗が高くなりやすいため、過大な切込みはビビりや工具欠損につながります。
特に溝加工のように工具全幅で切る加工は負荷が高くなります。可能であれば、トロコイド加工や高能率加工のように、径方向切込みを抑えて切削負荷を安定させる方法が有効です。
現代的な加工では、工具全幅で無理に削るよりも、低ae・高apで安定して削る方が工具寿命と加工時間のバランスが良くなることがあります。
ただし、これは機械剛性、工具剛性、ホルダー、ワーク保持が安定していることが前提です。
切粉処理のポイント
ステンレス加工で非常に重要なのが切粉処理です。
切粉が長く伸びたり、工具やワークに絡んだりすると、加工不良や工具破損につながります。
エンドミル加工の切粉処理
エンドミル加工では、切粉の再噛み込みに注意します。
切粉が加工面に残った状態で工具が再度通過すると、工具刃先にダメージが出たり、仕上げ面に傷が入ったりします。
特にポケット加工や溝加工では、切粉が逃げにくいため、エアブローやクーラントで確実に排出することが重要です。
ただし、ステンレスでは切削熱も問題になるため、エアだけで良いとは限りません。加工内容によっては、水溶性クーラントをしっかり当てて冷却と潤滑を行う方が安定します。
ドリル加工の切粉処理
ドリル加工では、切粉がドリル溝に詰まると一気に危険になります。
切粉詰まりが起きると、穴の中でドリルが押し広げられ、摩擦熱が増え、最悪の場合は折損します。
切粉が長くつながって出る場合は、条件が合っていない可能性があります。
確認するポイントは、
送りが適正か
回転数が高すぎないか
切削油が刃先まで届いているか
ドリルの溝形状が合っているか
ステップ量が適正か
ドリルが摩耗していないか
です。
ステンレスの穴あけでは、切粉が短く分断され、スムーズに排出されている状態が理想です。
切削油・クーラントの考え方
ステンレス加工では、切削油やクーラントも重要です。
ステンレスは熱がこもりやすいため、冷却が不足すると工具寿命が短くなります。また、溶着を防ぐためには潤滑性も必要です。
水溶性クーラントを使う場合は、濃度管理が重要です。濃度が低すぎると潤滑性が不足し、濃度が高すぎると冷却性や泡、ベタつきなどの問題が出ることもあります。
また、クーラントは「出ているか」だけでなく、「刃先に当たっているか」が重要です。
ノズルの向きが悪いと、クーラントが工具の横を流れているだけで、実際には刃先に届いていないことがあります。
ステンレス加工で工具寿命が安定しない場合は、工具や条件だけでなく、クーラントの当たり方も確認しましょう。
ワーク保持と工具保持も重要
ステンレス加工では、工具だけを見ても解決しないトラブルがあります。
たとえば、ビビりが出る場合、原因は工具ではなく、ワーク保持やツーリング剛性にあるかもしれません。
確認するポイントは、
ワークがしっかり固定されているか
バイスや治具の剛性は足りているか
工具突き出しが長すぎないか
ホルダーの振れは大きくないか
コレットやナットが摩耗していないか
主軸テーパやホルダーが汚れていないか
です。
ステンレスは切削抵抗が高くなりやすいので、保持剛性の不足が加工面に出やすい材料です。
「工具を変えても改善しない」という場合は、保持側を疑うことも大切です。
初心者向け:ステンレス加工のチェックリスト
ステンレス加工でトラブルが出たときは、次の順番で確認すると原因を見つけやすくなります。
工具選定
ステンレス対応工具を使っているか
エンドミルの刃長は長すぎないか
ドリルは切粉排出性の良いものか
工具摩耗や欠けはないか
コーティングは加工内容に合っているか
切削条件
送りが低すぎてこすっていないか
切削速度が高すぎて発熱していないか
切込みが大きすぎないか
溝加工で工具負荷が高くなりすぎていないか
切粉処理
切粉が長くつながっていないか
切粉が穴やポケットに残っていないか
切粉の再噛み込みが起きていないか
クーラントやエアが適切に当たっているか
加工状態
加工音が変化していないか
ビビりが出ていないか
仕上げ面がむしれていないか
工具に溶着が出ていないか
穴加工後にタップ負荷が高くなっていないか
保持剛性
ワークが動いていないか
工具突き出しが長すぎないか
ホルダーの振れが大きくないか
主軸・ホルダー・コレットが汚れていないか
現場で使えるワンポイント
ステンレス加工では、工具寿命を延ばすために「負荷を下げる」ことばかり考えがちです。
しかし、本当に大事なのは「安定して切る」ことです。
送りを下げすぎてこすれば加工硬化が起きます。
切粉が残れば再噛み込みが起きます。
熱がこもれば摩耗や溶着が進みます。
剛性が足りなければビビりが出ます。
つまりステンレス加工は、工具・条件・切粉・冷却・保持剛性のバランスが重要です。
初心者のうちは、いきなり条件を攻める必要はありません。まずはメーカー推奨条件を確認し、ステンレス対応工具を使い、切粉がきちんと排出されているかを観察することから始めましょう。
切粉の形、色、音、加工面、工具摩耗を見るだけでも、加工状態はかなり判断できます。
まとめ
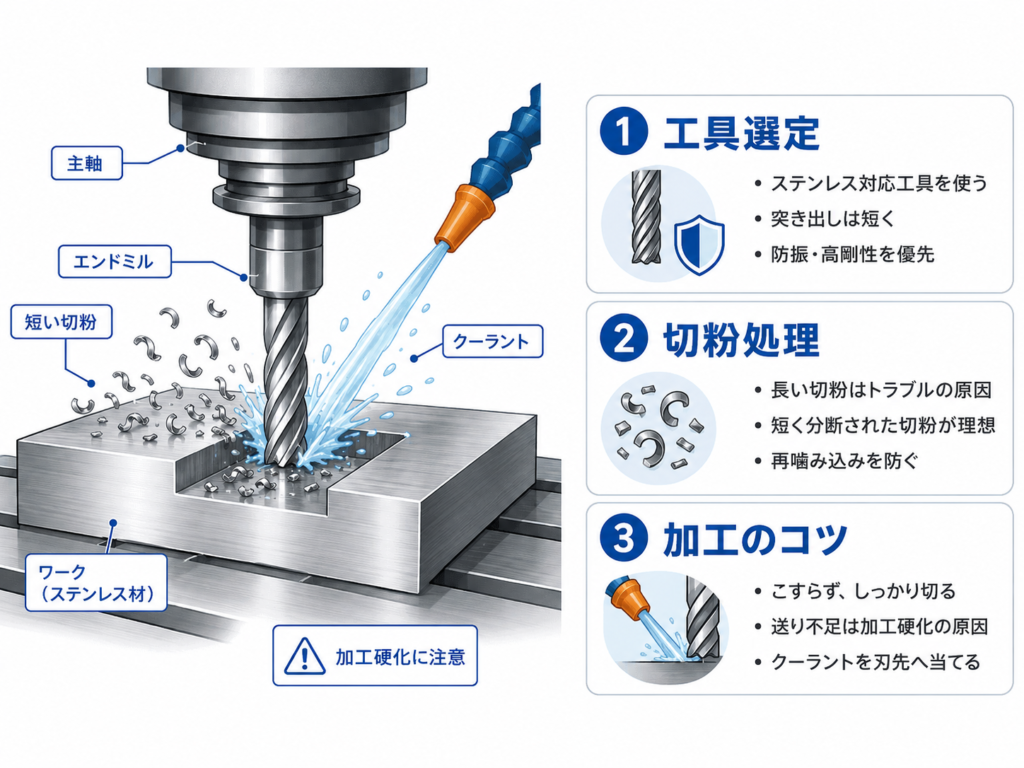
ステンレス切削加工では、次のポイントを意識することが大切です。
ステンレスは粘りがあり、熱がこもりやすく、加工硬化しやすい
送り不足によるこすり加工は工具寿命を悪化させる
エンドミルは防振性・剛性・切粉排出性を重視する
ドリルはステンレス対応品を選び、切粉排出を最優先する
切削油は刃先に確実に当てる
切粉の再噛み込みを防ぐ
工具だけでなく、ワーク保持・ホルダー剛性も確認する
ステンレス加工は難しい材料ですが、基本を押さえれば安定して加工できます。
大切なのは、怖がって弱く削ることではありません。
適切な工具で、適切な条件で、しっかり切ることです。
切粉がきれいに出て、音が安定し、加工面がむしれず、工具摩耗が安定している状態を目指しましょう。

