
1. 切削条件は「速く削る条件」ではなく「安定して削る条件」
マシニングセンタやNC旋盤で加工していると、必ず出てくるのが「切削条件」です。
切削条件と聞くと、
「回転数はいくつ?」
「送りはいくつ?」
「切込みはいくつ?」
という数値の話になりがちです。
もちろん数値は大事です。
しかし、本当に重要なのはその数値をなぜ選ぶのかです。
切削条件は、単に速く削るためのものではありません。
正しくは、
工具・材料・機械・ワーク剛性・加工目的に合わせて、安定して削るための条件
です。
いくら加工時間が短くても、工具がすぐ摩耗する、ビビる、面が荒れる、寸法が安定しないのであれば、それは良い条件とは言えません。
反対に、工具寿命だけを重視して極端に低い条件にしても、生産性が落ち、構成刃先やむしれが発生する場合があります。
切削条件は、速さ・工具寿命・加工精度・面粗さ・加工安定性のバランスで考える必要があります。
2. 切削条件を決める3つの基本要素
切削条件の基本は、主に次の3つです。
- 切削速度 Vc
- 送り量・送り速度
- 切込み量 ap・ae
この3つはそれぞれ独立しているように見えますが、実際には強く関係しています。
2-1. 切削速度 Vc
切削速度とは、工具の刃先が材料に対してどれくらいの速さで動いているかを表す数値です。
単位は一般的に m/min で表します。
エンドミルやドリルの場合、工具径と主軸回転数から切削速度が決まります。
例えば同じ回転数でも、工具径が大きくなれば刃先の周速は速くなります。
つまり、φ6のエンドミルとφ20のエンドミルでは、同じ回転数でも切削速度は大きく違います。
ここを理解せずに「とりあえず何回転」と考えると、工具径が変わったときに条件が大きくズレます。
切削速度は、工具摩耗や切削熱に大きく影響する重要な条件です。
2-2. 送り量・送り速度
送りは、工具が1回転または1刃あたりにどれだけ進むかを表します。
マシニング加工では、特に1刃あたりの送り量が重要です。
送りが小さすぎると、刃物が材料をしっかり削らず、こするような状態になります。
この状態では、切削ではなく摩擦に近くなり、工具摩耗や発熱が増える場合があります。
逆に送りが大きすぎると、切削抵抗が増え、ビビり、工具欠損、寸法不良の原因になります。
送りは、加工能率だけでなく、切りくず厚さ、工具負荷、面粗さに直接関係します。
2-3. 切込み量 ap・ae
切込み量には、主に2つあります。
apは軸方向の切込みです。
エンドミルで言えば、工具の長さ方向にどれだけ深く削るかです。
aeは径方向の切込みです。
工具径に対して、横方向にどれだけ食い込ませるかです。
近年の高能率加工では、径方向切込みaeを小さくし、軸方向切込みapを大きく取る加工もよく使われます。
いわゆる低ae・高apの考え方です。
この方法は、工具全体を使いやすく、切削負荷を安定させやすいメリットがあります。
ただし、機械剛性、工具突出し、ホルダー剛性、ワーククランプ剛性が弱いと、ビビりや倒れにつながるため注意が必要です。
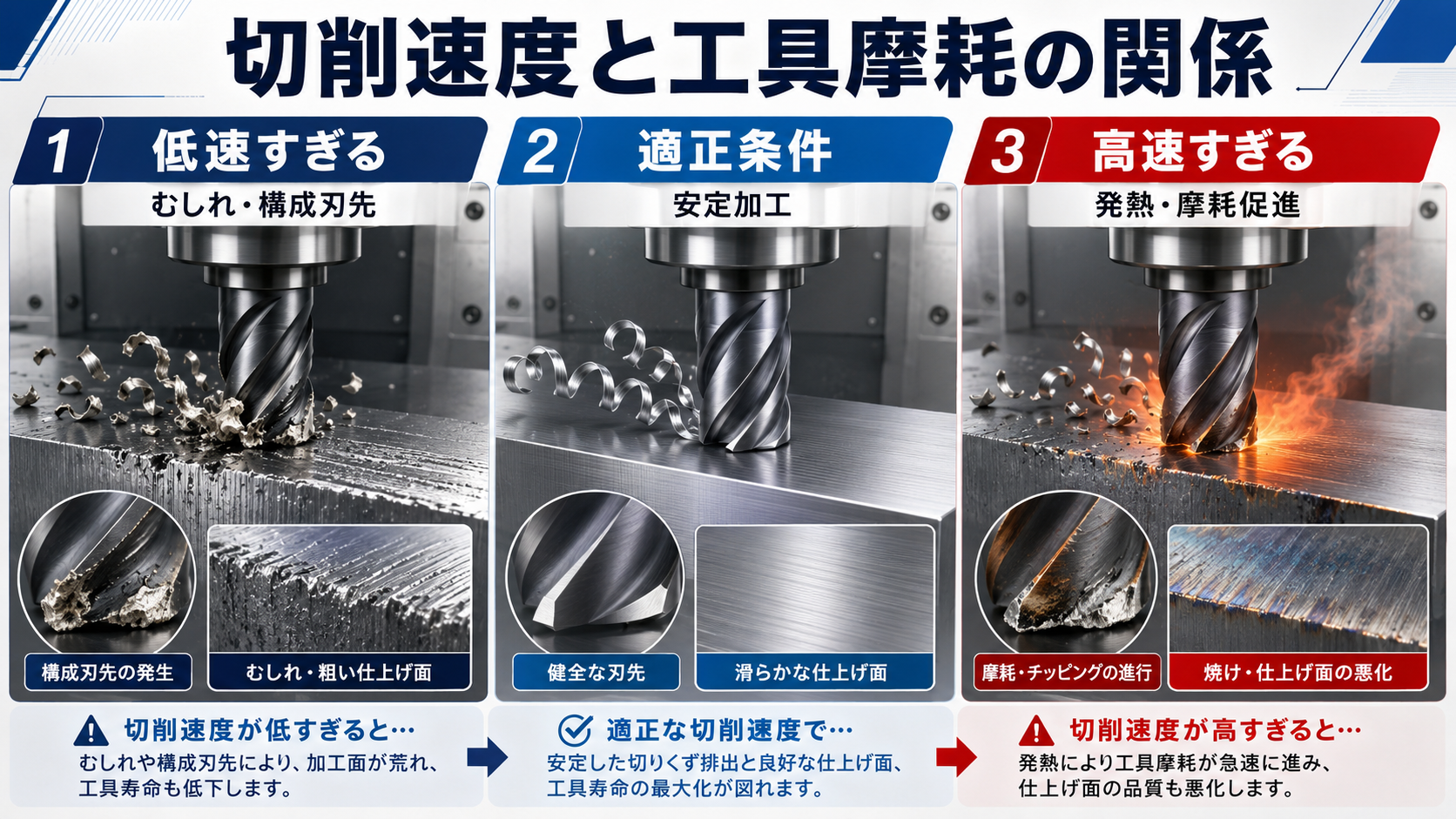
3. 切削速度と工具摩耗の関係
切削速度と工具摩耗には、かなり強い関係があります。
基本的には、
切削速度を上げるほど工具摩耗は進みやすくなります。
理由はシンプルです。
切削速度が上がると、刃先と材料の接触部で発生する熱が増えます。
切削熱が増えると、工具の硬さやコーティング性能に影響し、摩耗が進みやすくなります。
特に影響が出やすいのは、以下のような摩耗です。
- 逃げ面摩耗
- クレーター摩耗
- 境界摩耗
- コーティング剥離
- 熱による刃先劣化
工具は硬い材料でできていますが、熱に対して無限に強いわけではありません。
超硬工具やコーティング工具でも、適正範囲を超えた切削速度で使えば、工具寿命は短くなります。
つまり、切削速度は加工時間を短くする強力な武器である一方、工具寿命を削る条件でもあります。
4. なぜ切削速度を上げると工具寿命が短くなるのか
切削速度を上げると、単位時間あたりに刃先が材料と接触する距離が長くなります。
その結果、刃先では次のようなことが起こります。
まず、摩擦回数が増えます。
刃先と材料、刃先と切りくずの接触が激しくなり、逃げ面やすくい面の摩耗が進みます。
次に、切削熱が増えます。
発熱が増えると、工具材種やコーティングの耐熱限界に近づきます。
さらに、切りくずが高温になり、工具表面に与えるダメージも大きくなります。
特に鋼やステンレスなどでは、熱と粘りの影響で構成刃先、溶着、チッピングが発生しやすくなります。
切削速度を上げること自体が悪いわけではありません。
問題は、工具・材料・加工方法に対して、速度だけを上げすぎることです。
高能率加工を狙うなら、切削速度だけを上げるのではなく、送り、切込み、工具突出し、クーラント、ホルダー剛性まで含めて考える必要があります。
5. 切削速度は低ければ安全、というわけではない
ここで注意したいのは、
切削速度は低ければ低いほど良いわけではない
ということです。
切削速度が低すぎると、刃先が材料をきれいにせん断できず、むしるような加工になることがあります。
特に起こりやすい問題は次の通りです。
- 構成刃先
- 面粗さ悪化
- むしれ
- 切削抵抗の増加
- 刃先への溶着
- 加工音の悪化
- 寸法ばらつき
「工具を長持ちさせたいから回転を落とす」という考え方は、半分正解で半分危険です。
確かに切削速度を下げると、熱による摩耗は抑えやすくなります。
しかし、下げすぎると切削状態が悪くなり、逆に刃先を傷める場合があります。
特に仕上げ加工では、切削速度が低すぎると面品位が悪化しやすくなります。
つまり切削速度には、工具寿命と加工品質のバランスが取れる適正範囲があります。
6. 工具摩耗は「削っている時間」だけで進むのか
工具摩耗を考えるとき、多くの人は「実際に削っている時間」だけを見ます。
もちろん切削時間は重要です。
しかし、現場ではそれだけでは説明できない摩耗もあります。
例えば、次のような加工です。
- ゼロカット
- 仕上げ代がほとんどない再走行
- 同じ面の重複加工
- エアカットに近い微小切込み
- 刃先が材料に軽く接触しているだけの動き
一見すると、ほとんど削っていないため、摩耗には関係なさそうに見えます。
しかし実際には、工具とワークが接触していれば、摩擦は発生します。
切りくずがしっかり出ていない状態では、切削ではなく「こすり」になりやすく、刃先にとって良い状態とは言えません。
特に仕上げ面を何度もなぞるような加工では、面粗さが悪化したり、刃先が微小摩耗したりする可能性があります。
削っていないように見える時間も、工具寿命や加工面に影響している可能性があります。
7. ゼロカットでも摩耗や面品位に影響する理由
ゼロカットとは、ほとんど取り代がない状態で工具を走らせる加工です。
現場では、
「削っていないから摩耗しない」
と思われがちです。
しかし、これは少し危険な考え方です。
ゼロカットでも、工具が加工面に接触していれば摩擦は発生します。
さらに、取り代が少なすぎると、刃先が材料に食い込まず、表面を押す・こするような状態になります。
このとき、以下のような問題が起こることがあります。
- 刃先の微小摩耗
- 加工面のテカリ
- むしれ
- ビビり跡
- 面粗さの悪化
- 切削熱の局所発生
- 工具寿命のばらつき
特に摩耗した工具でゼロカットを行うと、刃先が材料を切るのではなく、押しならすような状態になりやすくなります。
その結果、見た目は一見きれいでも、寸法や面粗さが安定しないことがあります。
ゼロカットは便利な考え方ですが、万能ではありません。
再加工や仕上げ確認のために使う場合でも、工具状態、面品位、切削音、負荷を確認する必要があります。
8. 切削条件を決めるときの現場的な考え方
切削条件を決めるときは、カタログ値をそのまま使えば終わりではありません。
カタログ条件は、あくまで基準です。
実際の現場では、次の要素で最適条件が変わります。
- 被削材
- 工具材種
- コーティング
- 工具径
- 刃数
- 突出し量
- ホルダー剛性
- 機械剛性
- ワーク剛性
- クランプ方法
- クーラント条件
- 加工形状
- 荒加工か仕上げ加工か
例えば同じS50Cでも、黒皮材、調質材、焼入れ材ではまったく条件が変わります。
同じ工具でも、突出しが3Dなのか5Dなのかで、使える送りや切込みは変わります。
同じプログラムでも、ホルダーが違えばビビりの出方も変わります。
つまり切削条件は、工具だけで決めるものではありません。
現場全体の剛性と加工目的を見て決めるものです。
現場で条件を決めるときは、次の順番で考えると整理しやすくなります。
まず、工具メーカーの推奨条件を確認します。
次に、被削材と加工内容に合わせて条件を仮決めします。
そのうえで、機械剛性、工具突出し、クランプ状態を見て安全側に補正します。
加工後は、切りくず、加工音、面粗さ、工具摩耗、寸法変化を確認します。
問題がなければ、少しずつ条件を最適化します。
最初から最高条件を狙うよりも、安定する条件を見つけてから詰める方が、結果的に早く安全です。
9. 工具交換タイミングは経験だけでなくデータで見る
工具交換タイミングは、昔から現場の経験に頼る部分が大きい項目です。
もちろん経験は非常に重要です。
加工音、切りくずの色、面の変化、バリの出方など、熟練者だからこそ気づける情報は多くあります。
しかし、多品種少量加工や無人運転を考えると、経験だけに頼るのは限界があります。
今後は、工具摩耗をデータで見る考え方が重要になります。
例えば、以下のような情報です。
- 工具ごとの累積切削時間
- 工具ごとの累積加工距離
- 工具ごとの累積除去体積
- 主軸負荷
- 加工音
- 振動
- 加工後寸法
- 面粗さ
- 不良履歴
特に重要なのは、単純な使用時間だけで判断しないことです。
同じ10分の加工でも、軽切削の10分と高負荷荒加工の10分では、工具へのダメージは違います。
同じ1時間使用した工具でも、SUSを削った工具とアルミを削った工具では、摩耗状態はまったく違います。
工具寿命を管理するなら、時間だけでなく、条件・負荷・除去量・加工結果をセットで見る必要があります。
これができるようになると、工具交換のタイミングを勘ではなく、根拠を持って決めやすくなります。
10. まとめ
切削条件は、単に回転数や送りを決める作業ではありません。
工具、材料、機械、ホルダー、ワーク剛性、加工目的を総合的に見て、安定して削るための条件を決めることが重要です。
特に切削速度は、工具摩耗に大きく影響します。
切削速度を上げれば加工時間は短くなりますが、切削熱が増え、工具摩耗は進みやすくなります。
一方で、切削速度を下げすぎると、構成刃先やむしれ、面粗さ悪化につながる場合があります。
大切なのは、速すぎず、遅すぎず、工具と材料に合った適正範囲を見つけることです。
また、ゼロカットや重複加工のように「削っていないように見える動き」でも、工具摩耗や面品位に影響することがあります。
これからの加工現場では、工具交換タイミングも経験だけでなく、切削時間、除去量、負荷、寸法、面粗さなどのデータから判断することが重要になります。
切削条件を正しく考えることは、加工時間短縮だけでなく、工具寿命の安定、品質向上、不良削減にもつながります。
速く削ることだけが高能率加工ではありません。
安定して、狙った品質で、ムダなく削ること。
それが本当の意味での良い切削条件です。

