
切削加工では、仕上げ加工の面粗さや寸法精度ばかりに注目しがちです。
「仕上げ工具を新品にする」
「回転数と送りを落とす」
「仕上げパスを追加する」
もちろん、これらも大切です。
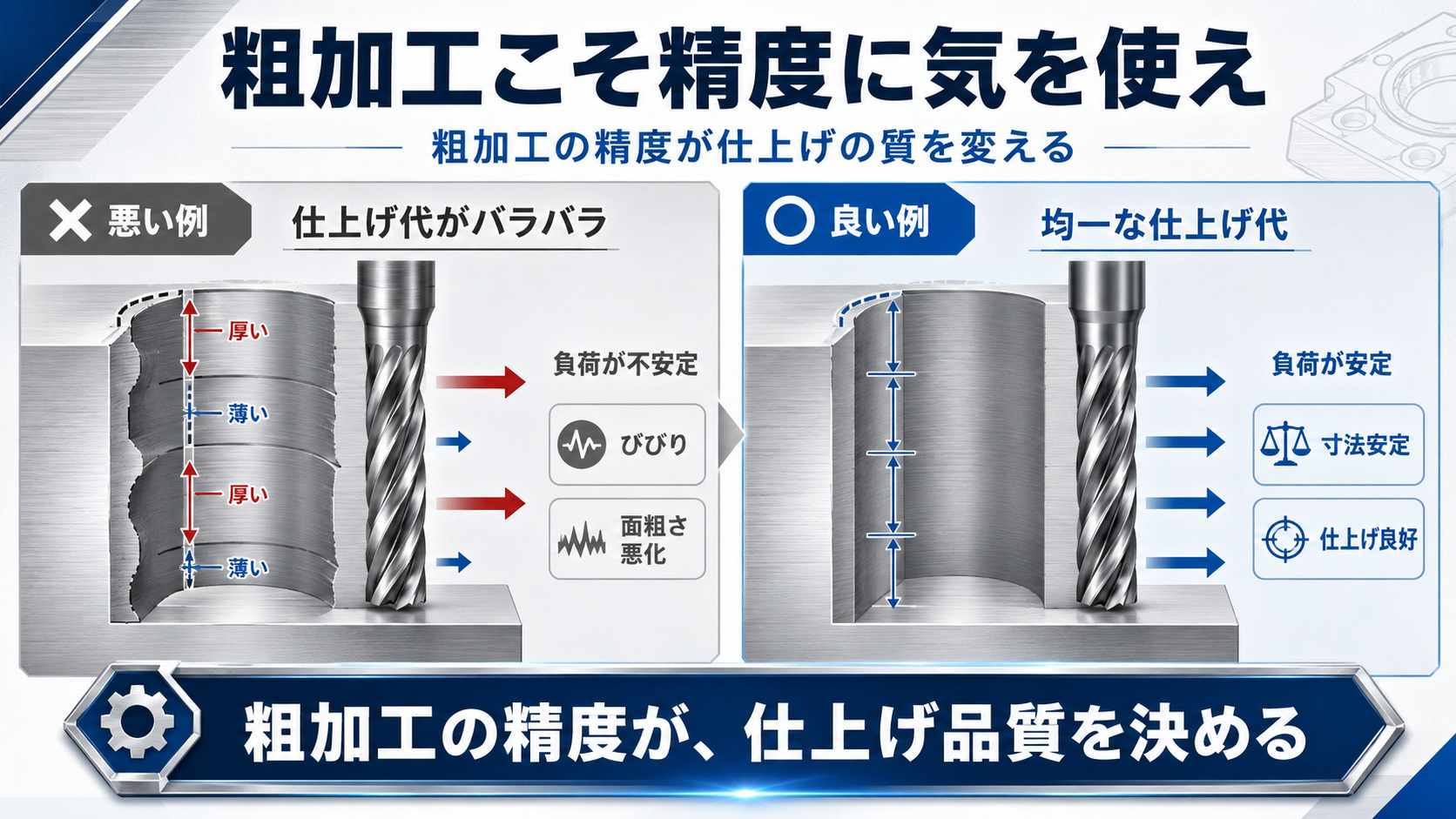
しかし、実際の現場では、仕上げ不良の原因が仕上げ加工そのものではなく、その前の粗加工にあることが少なくありません。
粗加工で仕上げ代がバラバラに残っている。
粗加工工具が摩耗して、狙い通りに削れていない。
ポケット内に切粉が残り、仕上げ工具が切粉を噛んでいる。
荒取り時のびびりやたわみが、そのまま仕上げ負荷のムラになっている。
このような状態では、どれだけ仕上げ条件を調整しても、安定した加工にはなりません。
今回の記事では、粗加工を「ただ材料を早く除去する工程」としてではなく、仕上げ加工の品質を決める重要工程として考えます。
特に重要になるのは、次の3つです。
- 均一な仕上げ代を残すこと
- 粗加工工具の摩耗をコントロールすること
- 切粉をコントロールし、確実に排除すること
この3つを意識するだけで、仕上げ面粗さ、寸法精度、工具寿命、加工時間の安定性は大きく変わります。
- 粗加工は「たくさん削る工程」ではなく「仕上げの土台を作る工程」
- 仕上げ不良の原因は、仕上げ加工だけではない
- 粗加工で最も重要なのは「仕上げ代を均一に残すこと」
- 仕上げ代が多すぎると何が起きるか
- 仕上げ代が少なすぎると何が起きるか
- 場所によって仕上げ代が違うと、仕上げ工具の負荷が変動する
- セミフィニッシュとレスト加工を軽視しない
- 粗加工工具の摩耗を管理しないと、仕上げ代が崩れる
- 粗加工工具の摩耗は「取り残し量の変化」として現れる
- 工具摩耗を前提にした粗加工条件を組む
- 切粉を残す粗加工は、仕上げ面を傷める
- 切粉の再切削が面粗さ・刃先摩耗・チッピングを悪化させる
- ポケット加工・深い側面加工では切粉の逃げ道を設計する
- 工具選定も粗加工精度を左右する
- 現場で使える粗加工チェックリスト
- まとめ|粗加工の質を上げれば、仕上げは安定する
粗加工は「たくさん削る工程」ではなく「仕上げの土台を作る工程」
粗加工の目的は、材料を効率よく除去することです。
しかし、それだけでは不十分です。
本当に良い粗加工とは、次の仕上げ加工が安定して行える状態を作ることです。
つまり、粗加工で見るべきポイントは「どれだけ早く削れたか」だけではありません。
- 仕上げ代が均一に残っているか
- 工具が過度にたわんでいないか
- びびりが発生していないか
- 加工硬化層を作っていないか
- 切粉がポケットや隅に残っていないか
- 次工程の工具が安全に入れる形状になっているか
- 隅Rや立壁部に取り残しが集中していないか
ここまで考えて、初めて「良い粗加工」と言えます。
粗加工を雑に行うと、仕上げ工具はそのツケをすべて受けることになります。
一見すると仕上げ加工の問題に見えても、実際には粗加工の段階で仕上げ工具に無理をさせる形状を作ってしまっている場合が多いのです。
仕上げ不良の原因は、仕上げ加工だけではない
仕上げ加工でよく起きる不具合には、次のようなものがあります。
- 面粗さが安定しない
- 立壁に縦筋が出る
- 底面にむしれが出る
- 寸法が場所によってばらつく
- 工具寿命が短い
- 同じプログラムなのにロットによって仕上がりが違う
- 隅部だけビビる
- 最終パスで工具が鳴く
- 仕上げ面に切粉噛みの傷が入る
これらを見ると、つい仕上げ条件を疑いたくなります。
しかし、原因を追っていくと、粗加工の残し方に問題があることがよくあります。
例えば、立壁の仕上げ代が場所によって0.1mmだったり0.5mmだったりすると、仕上げ工具にかかる負荷は一定になりません。
負荷が軽い場所ではきれいに削れても、急に仕上げ代が増えた場所では工具が逃げる。
工具が逃げれば寸法が狂う。
負荷が増えればびびりが出る。
切粉が厚くなれば刃先も傷む。
このように、仕上げ加工の不安定さは、粗加工で作られた「取り代のムラ」から始まることが多いのです。
粗加工で最も重要なのは「仕上げ代を均一に残すこと」
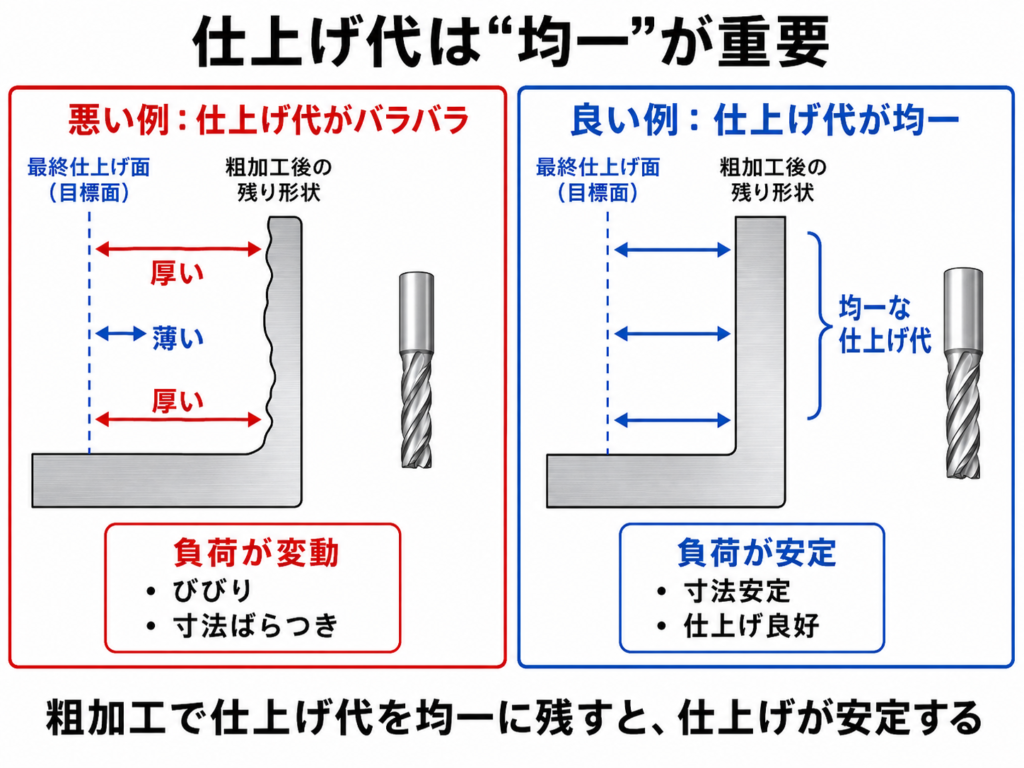
粗加工で一番大切なのは、仕上げ代をただ残すことではありません。
均一に残すことです。
仕上げ代は多ければ安心というものではありません。
少なければ良いというものでもありません。
重要なのは、仕上げ工具がどこを削っても、できるだけ同じ負荷で加工できる状態を作ることです。
ソリッドエンドミルの仕上げ代については、Seco Toolsが仕上げ工具径の1〜2%程度を一つの目安として紹介しています。特に高硬度材や金型加工では、仕上げ代を大きく残しすぎると、面品位や工具寿命に悪影響が出るとされています。
例えば、φ10mmの仕上げ工具であれば、1〜2%は0.10〜0.20mmです。
もちろん、これはすべての加工にそのまま当てはめる絶対値ではありません。
実際には、
- 材質
- 硬さ
- 工具径
- 工具突出し
- ワーク剛性
- 機械剛性
- 要求精度
- 仕上げ面粗さ
- 加工形状
- クランプ状態
によって調整が必要です。
ただし、考え方として重要なのは、仕上げ代を「なんとなく多めに残す」のではなく、仕上げ工具が安定して削れる範囲に管理することです。
仕上げ代が多すぎると何が起きるか
仕上げ代を多く残しすぎると、仕上げ加工で次のような問題が起きます。
- 仕上げ工具の切削抵抗が増える
- 工具がたわむ
- 寸法が逃げる
- びびりが出やすくなる
- 面粗さが悪化する
- 刃先摩耗が進みやすくなる
- 切粉が厚くなり、排出不良が起きる
- 仕上げ加工の時間が長くなる
特に、細いエンドミルや長い突出し工具では、仕上げ代の増加がそのまま工具のたわみに直結します。
三菱マテリアルの技術資料でも、エンドミルの突出しが長くなると剛性が低下し、たわみは突出し長さの3乗に比例すると説明されています。
つまり、少し突出しが長くなるだけでも、工具の逃げやびびりは一気に出やすくなります。
この状態で仕上げ代を多く残すと、工具は「仕上げ工具」ではなく「中仕上げ工具」のような負荷を受けることになります。
その結果、仕上げ面をきれいにするための加工なのに、逆に面を荒らしてしまうことがあります。
仕上げ代が少なすぎると何が起きるか
反対に、仕上げ代が少なすぎても問題です。
仕上げ代が極端に少ないと、工具は材料をしっかり切れず、刃先でこする状態になりやすくなります。
いわゆる「削っているようで削れていない」状態です。
この状態では、次のような不具合が起きます。
- むしれが出る
- 構成刃先が発生しやすくなる
- 加工硬化層をこする
- 面粗さが悪化する
- 工具摩耗が進む
- 寸法が安定しない
三菱マテリアルの技術資料でも、微小切込みではこすり現象や加工硬化層を削ることが工具寿命を短くする原因になると説明されています。
特にステンレス、チタン、プリハードン鋼、高硬度材などでは、仕上げ代が少なすぎることで「切る」より「こする」状態になりやすくなります。
仕上げ代は、多すぎてもダメ。
少なすぎてもダメ。
大切なのは、工具が安定して切削できるだけの取り代を、均一に残すことです。
場所によって仕上げ代が違うと、仕上げ工具の負荷が変動する
仕上げ代の問題で最も厄介なのは、場所によって取り代が違うことです。
例えば、同じ立壁でも、
- 直線部は0.15mm
- 隅R部は0.50mm
- 深い部分は工具が逃げて0.70mm
- 上面付近はほとんど残っていない
このような状態になると、仕上げ工具は一定の負荷で加工できません。
負荷が軽い場所では問題なく削れても、取り代が急に増える場所で工具が逃げたり、びびったり、切粉を噛んだりします。
特に注意したいのは、次のような箇所です。
- 隅R部
- ポケットのコーナー部
- 深い立壁
- 工具突出しが長くなる深部
- 細い工具で加工する部分
- 工具径が入りにくい狭い部分
- 5軸加工で工具姿勢が変わる部分
- 荒取り工具と仕上げ工具の径差が大きい部分
このような箇所では、粗加工後に想定以上の取り残しが発生しやすくなります。
そのため、単純な荒取りだけでなく、レスト加工やセミフィニッシュを入れて、仕上げ工具に負荷を集中させないことが重要です。
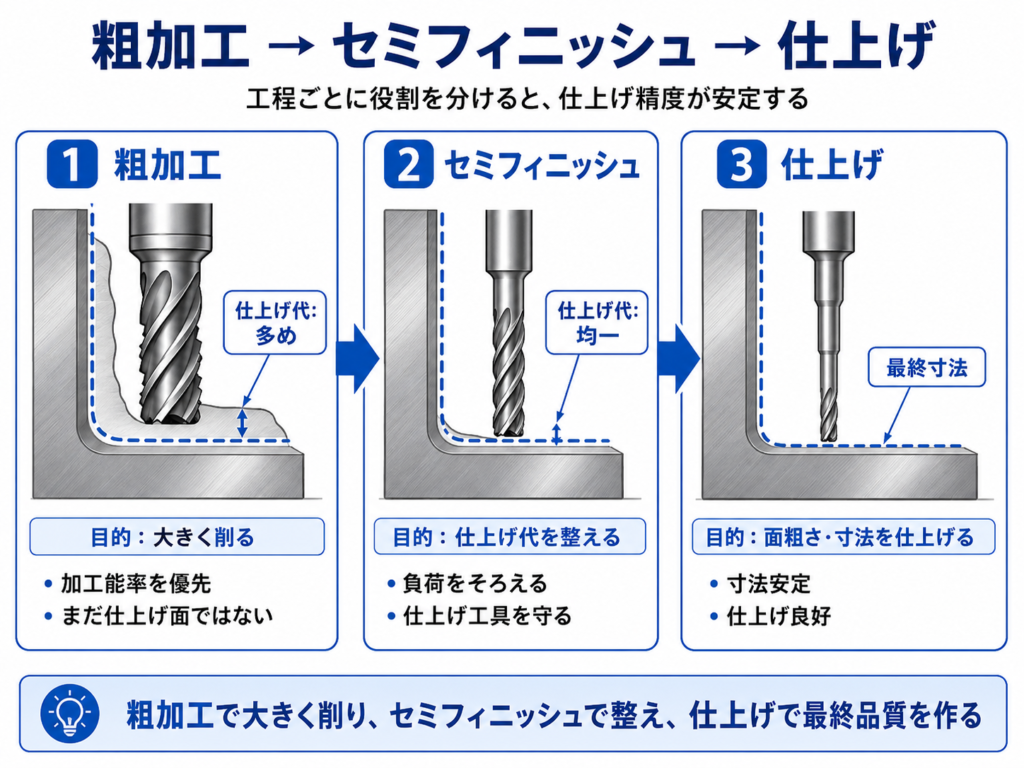
セミフィニッシュとレスト加工を軽視しない
加工時間を短縮しようとして、粗加工の次にいきなり仕上げ加工へ進めたくなることがあります。
しかし、形状によってはセミフィニッシュやレスト加工を入れた方が、結果的に安定して早くなることがあります。
セミフィニッシュの目的は、最終面をきれいにすることではありません。
目的は、仕上げ工具が安定して削れるように、仕上げ代を整えることです。
特に次のような加工では、セミフィニッシュが効果的です。
- 高さのある立壁
- 深いポケット
- 隅Rが多い形状
- 3D形状
- 高硬度材
- ステンレスやチタンなど工具負荷が高い材質
- 仕上げ工具が細い加工
- 突出しが長い加工
- 面粗さ要求が厳しい加工
粗加工で大きく削り、セミフィニッシュで仕上げ代を均一に整え、最後に仕上げる。
この流れにすると、最終仕上げ工具の仕事が明確になります。
最終仕上げ工具に「形を直す仕事」までさせない。
最終仕上げ工具には「面と寸法を整える仕事」だけをさせる。
この考え方が重要です。
粗加工工具の摩耗を管理しないと、仕上げ代が崩れる
粗加工工具は、仕上げ工具ほど神経質に見られないことがあります。
「どうせ荒取りだから、多少摩耗していても使える」
「まだ折れていないから大丈夫」
「荒取り工具は限界まで使いたい」
この気持ちはよく分かります。
しかし、粗加工工具の摩耗を放置すると、仕上げ代が崩れます。
エンドミルが摩耗すると、工具径は実質的に小さくなります。
刃先が丸くなれば、切削抵抗も変わります。
工具が切れなくなれば、たわみも増えます。
切れ味が落ちれば、切粉の出方も悪くなります。
つまり、粗加工工具の摩耗は、ただ工具寿命の問題ではありません。
仕上げ加工に渡す形状精度の問題です。
粗加工工具の摩耗は「取り残し量の変化」として現れる
粗加工工具が摩耗すると、狙った寸法通りに削れなくなります。
例えば、側面を荒取りしている場合、工具径が摩耗すれば、プログラム上は同じ経路でも実際には削り残しが増えます。
また、刃先が摩耗して切削抵抗が増えると、工具が逃げてさらに取り残しが増える場合があります。
その結果、仕上げ代は次第に多くなり、しかも場所によってバラつきます。
加工開始直後は仕上げ代0.2mmだったのに、工具摩耗が進んだ後半では0.35mmになっている。
深い場所ではたわみも加わって0.5mm残っている。
このような状態になると、仕上げ加工の負荷は一定になりません。
仕上げ面が安定しない原因になります。
工具摩耗を前提にした粗加工条件を組む
粗加工工具は、摩耗する前提で管理する必要があります。
重要なのは、工具を限界まで使うことではありません。
仕上げ代を崩さない範囲で使うことです。
そのためには、次のような管理が有効です。
- 加工時間で工具交換する
- 除去体積で工具寿命を管理する
- 加工数で工具交換する
- 主軸負荷や切削音の変化を見る
- 工具径摩耗を定期測定する
- 摩耗量に応じて工具径補正を入れる
- 粗加工後の代表寸法を測定する
- 仕上げ代が変化していないか確認する
特に量産では、工具寿命を「折れるまで」ではなく、「仕上げ代が許容範囲から外れるまで」と考えるべきです。
単品・小ロット加工でも、重要形状では粗加工後の状態を確認するだけで、仕上げ不良をかなり減らせます。
粗加工工具の寿命管理は、仕上げ工具を守るための管理でもあります。
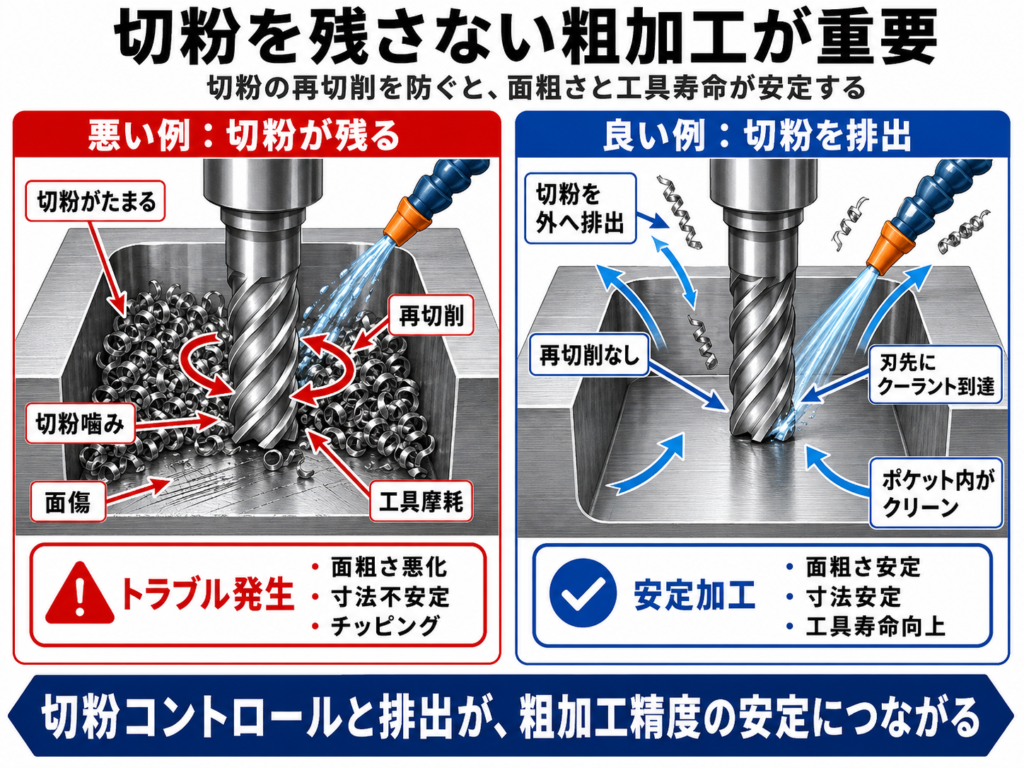
切粉を残す粗加工は、仕上げ面を傷める
粗加工で見落とされやすいのが、切粉のコントロールです。
切粉は、ただ出てくるものではありません。
切粉をどう作るか。
どこへ逃がすか。
再切削させないか。
ポケット内に残さないか。
ここまで含めて、加工戦略です。
特にマシニングセンターのポケット加工や深い側面加工では、切粉が逃げにくくなります。
切粉がポケット内に残ると、次のような問題が起きます。
- 工具が切粉を再切削する
- 仕上げ面に傷が入る
- 刃先にチッピングが出る
- 切削熱が上がる
- 構成刃先が発生しやすくなる
- クーラントが刃先に届きにくくなる
- 工具寿命が短くなる
- 加工音が悪化する
切粉の再切削は、加工面にも工具にも悪影響を与えます。
特にアルミ、ステンレス、チタン、深いポケット加工では注意が必要です。
切粉の再切削が面粗さ・刃先摩耗・チッピングを悪化させる
切粉が排出されず、工具とワークの間に残ると、工具は材料だけでなく切粉も一緒に噛み込みます。
これが再切削です。
再切削が起きると、刃先には不規則な衝撃が入ります。
その結果、刃先の微小チッピング、面の引っかき傷、むしれ、工具寿命低下につながります。
Sandvik Coromantは、フライス加工では切り終わり時の厚い切粉を避けるべきで、出口側で厚い切粉が発生すると工具寿命を大きく低下させることがあると説明しています。
また、フライス加工の基本として、切込み始めは厚く、抜け際は薄くなるような切粉形成を意識することが、安定加工につながるとされています。[参考5]
これは粗加工でも重要です。
工具経路、切込み方向、エンゲージ角、切粉の逃げ方向を考えずに削ると、切粉が工具に絡み、仕上げ工程にも悪影響を残します。
ポケット加工・深い側面加工では切粉の逃げ道を設計する
ポケット加工では、工具が材料に囲まれます。
そのため、切粉が逃げるスペースが不足しやすくなります。
特に次のような加工では注意が必要です。
- 深いポケット
- 狭い溝
- 小径工具での深掘り
- 高送り加工
- トロコイド加工
- ステンレス加工
- アルミの高能率加工
- 切粉が長くつながる材質
- クーラントが届きにくい形状
このような場合は、単に切削条件を下げるのではなく、切粉の逃げ道を作ることが重要です。
具体的には、次のような対策があります。
- 一気に深く削らず、切粉が排出しやすい深さで分ける
- トロコイドや負荷一定加工で切粉厚みを安定させる
- ポケットの開口部側へ切粉が逃げる経路を選ぶ
- エアブローや高圧クーラントを活用する
- クーラントノズルの向きを工具先端に合わせる
- 切粉排出性の良い工具形状を選ぶ
- 溝加工ではフルスロットを避け、逃げスペースを作る
- 工程間でエアブロー停止や切粉除去動作を入れる
- 深いポケットでは中間で切粉排出パスを入れる
粗加工は、切粉をたくさん出す工程です。
だからこそ、切粉をどう排出するかまで考えなければなりません。
工具選定も粗加工精度を左右する
粗加工では、工具の剛性と切粉排出性が非常に重要です。
例えば、長い刃長のエンドミルを使えば深い側面を一度に加工できます。
しかし、刃長や突出しが長くなるほど、工具剛性は落ちます。
工具剛性が落ちれば、たわみが増え、仕上げ代は不均一になります。
一方で、短すぎる刃長では加工深さに対応できません。
そのため、工具選定では次のバランスが必要です。
- 加工深さに対して必要最小限の刃長にする
- 突出しをできるだけ短くする
- 工具径を可能な範囲で太くする
- 高能率加工では芯厚のある工具を使う
- 深い側面では防振形状や高剛性工具を使う
- 切粉排出性の良い溝形状を選ぶ
- 材質に合ったコーティングを選ぶ
OSGのAE-VMシリーズのように、芯厚やウェブテーパ形状で工具剛性を高め、側面加工時の倒れを抑えることを狙った工具もあります。
粗加工工具は「削れれば良い」ではなく、「狙った仕上げ代を安定して残せる工具」を選ぶ必要があります。
現場で使える粗加工チェックリスト
最後に、現場で確認しやすいチェック項目をまとめます。
仕上げ代のチェック
- 仕上げ代は多すぎないか
- 仕上げ代は少なすぎないか
- 立壁・底面・隅部で仕上げ代が均一か
- 隅R部に取り残しが集中していないか
- 深い部分で工具が逃げていないか
- 仕上げ工具径に対して無理な取り代になっていないか
- セミフィニッシュやレスト加工が必要な形状ではないか
工具摩耗のチェック
- 粗加工工具の使用時間を管理しているか
- 除去体積や加工数で寿命を見ているか
- 工具径摩耗を確認しているか
- 刃先のチッピングを確認しているか
- 加工音や主軸負荷が変化していないか
- 摩耗によって仕上げ代が増えていないか
- 粗加工後の代表寸法を測定しているか
切粉排出のチェック
- ポケット内に切粉が残っていないか
- 工具が切粉を再切削していないか
- クーラントが刃先に届いているか
- エアブローの向きは適切か
- 切粉が逃げる工具経路になっているか
- 深い加工で切粉排出パスを入れているか
- 切粉詰まりによる面傷が出ていないか
工具・保持具のチェック
- 工具突出しは長すぎないか
- 刃長は必要以上に長くないか
- ホルダー剛性は十分か
- 振れは管理されているか
- ワーククランプは安定しているか
- 加工中にワークがたわんでいないか
- 荒取り用工具と仕上げ用工具の役割が分かれているか
このチェックを行うだけでも、仕上げ加工の安定性は大きく変わります。
まとめ|粗加工の質を上げれば、仕上げは安定する
仕上げ加工の品質を上げたいとき、多くの人は仕上げ条件を見直します。
もちろん、それは必要です。
しかし、仕上げ加工だけを見ても解決しない不具合はたくさんあります。
特に重要なのは、粗加工です。
粗加工で仕上げ代が均一に残っていれば、仕上げ工具の負荷は安定します。
粗加工工具の摩耗が管理されていれば、取り残し量の変化を抑えられます。
切粉がしっかり排出されていれば、再切削や切粉噛みによる面傷を防げます。
つまり、良い仕上げ加工は、良い粗加工から始まります。
粗加工は、ただ早く削る工程ではありません。
仕上げ加工の精度、面粗さ、工具寿命、加工安定性を決める土台です。
「仕上げが安定しない」
「面粗さが出ない」
「工具寿命が短い」
「同じ加工なのに結果がばらつく」
このような問題がある場合は、仕上げ加工だけでなく、粗加工の仕上げ代、工具摩耗、切粉排出を見直してみてください。
粗加工の精度を上げることは、仕上げの品質を上げることです。




