

切削加工の現場では、仕上げ加工のあとに「ゼロカット」を入れることがあります。
たとえば、仕上げ代を取り切ったあとに、同じ工具・同じ座標で再度なぞる加工です。
「もう削っていないのだから、工具はほとんど摩耗しないのでは?」
そう考える人も多いと思います。
しかし実際には、ゼロカットでも工具は摩耗します。
むしろ条件によっては、普通に切っているときよりも刃先に悪い場合があります。
この記事では、ゼロカットで工具が摩耗する理由を、初心者にも分かりやすく解説します。
ゼロカットとは何か
ゼロカットとは、一般的には「取り代がほとんどない状態で、工具をもう一度走らせる加工」を指します。
たとえば次のような場面です。
- 仕上げ加工後に、同じ経路をもう一度通す
- 寸法を安定させるために、最後に軽くなぞる
- 面粗さを整える目的で、同じ工具で再走行する
- CAMで仕上げパスが重複している
- 残り代が少なすぎて、実際にはほとんど切れていない
現場では「もう一回さらう」「なめる」「ゼロで走る」と表現することもあります。
一見すると、切込みが少ないので工具への負担は小さそうに見えます。
しかし問題は、工具が材料に接触している以上、完全に無負荷ではないという点です。
結論:ゼロカットでも工具は摩耗する
結論から言えば、ゼロカットでも工具は摩耗します。
理由は、工具が材料を切っていなくても、刃先が材料表面をこすっているからです。
切削工具は、切りくずを出しているときだけ傷むわけではありません。
工具と材料の接触部では、摩擦・圧力・熱が発生します。
この状態が続くと、刃先には次のようなダメージが出ます。
- 逃げ面摩耗
- 刃先の丸まり
- 微小チッピング
- コーティングの剥離
- 構成刃先の発生
- 面粗さの悪化
- びびりの誘発
つまり、ゼロカットは「工具が仕事をしていない時間」ではありません。
場合によっては、工具が切れずにこすらされている、かなり嫌な状態です。
切っていないのに摩耗する一番の理由は「こすり」
ゼロカットで工具が摩耗する最大の理由は、刃先のこすりです。
本来、エンドミルやインサートは、刃先が材料に食い込み、材料をせん断して切りくずとして排出します。
ところが取り代が極端に少ないと、刃先が材料にうまく食い込めません。
その結果、切るのではなく、材料表面を押しつぶすようにこすります。
この状態では、切りくずはほとんど出ません。
しかし、刃先と材料は接触しています。
接触している以上、摩擦熱も出ます。
刃先には圧力もかかります。
これが続くことで、工具の逃げ面や刃先稜線が少しずつ傷んでいきます。
最小切り取り厚さより薄いと「切削」ではなく「押しならし」になる
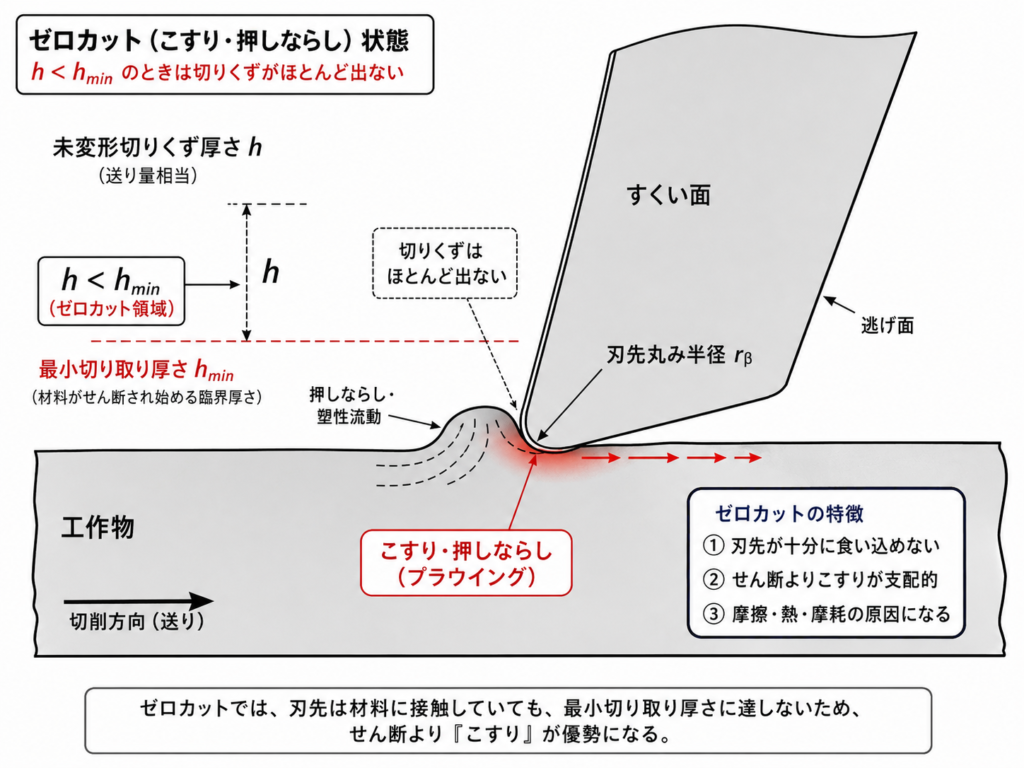
ゼロカットを考えるうえで重要なのが、最小切り取り厚さです。
切削では、刃先が材料に入れば必ず切りくずが出るわけではありません。
刃先には丸みがあります。
そのため、実際の切込みや1刃あたり送りが小さすぎると、刃先が材料を切る前に、表面を押しつぶしてしまいます。
このとき起きるのは、きれいな切削ではなく、押しならしやこすりです。
特に次のような条件では、この状態になりやすくなります。
- 1刃あたり送りが小さすぎる
- 仕上げ代が少なすぎる
- 工具刃先がすでに摩耗して丸くなっている
- 被削材が粘い
- 切削油が合っていない
- 工具剛性やワーク剛性が弱い
つまり、ゼロカットで「削れていない」のは、工具に優しい状態ではありません。
むしろ、刃先が食い込めず、ずっとこすっている可能性があります。
ゼロカットで起きやすい工具摩耗の種類
逃げ面摩耗
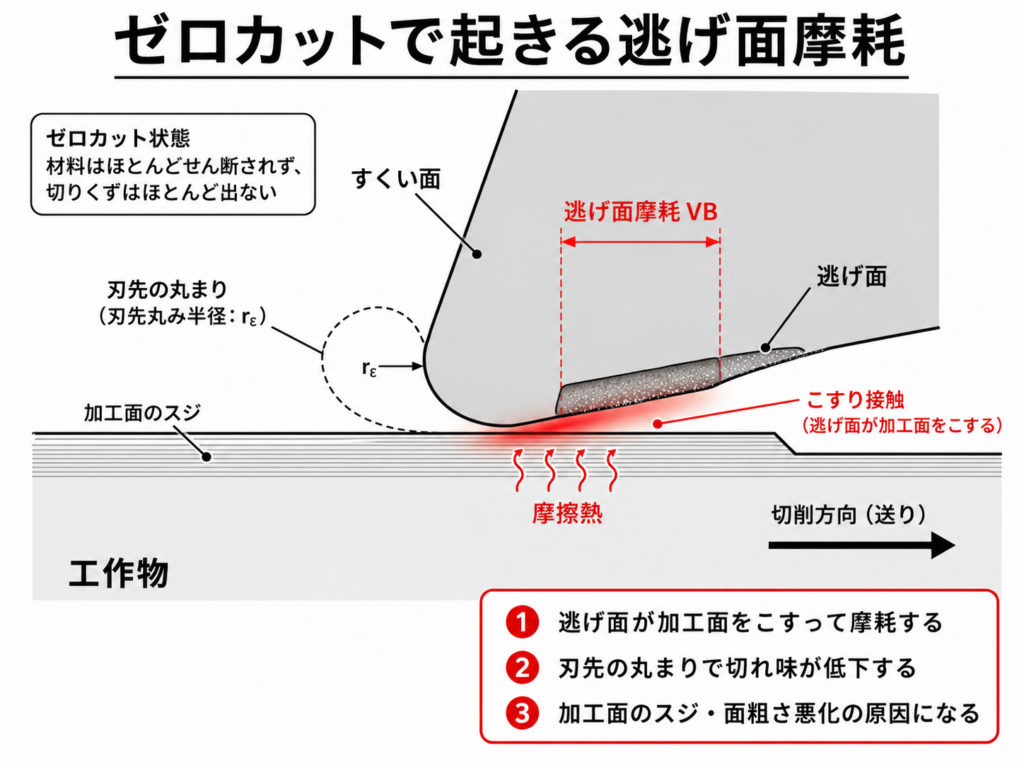
ゼロカットで特に起きやすいのが逃げ面摩耗です。
逃げ面とは、加工面側に近い工具の面です。
切りくずが出ていない状態でも、刃先が加工面をこすれば、逃げ面側が摩耗します。
逃げ面摩耗が進むと、寸法精度や面粗さに影響が出ます。
また、刃先がさらに丸くなるため、次の加工でも切れ味が悪くなります。
その結果、ますます切れずにこする状態になり、摩耗が加速します。
刃先の丸まり
ゼロカットでは、刃先が材料を切るよりも押しつぶす方向に働くことがあります。
この状態が続くと、刃先の鋭さが失われ、丸まっていきます。
刃先が丸くなると、材料への食い付きが悪くなります。
特にステンレスや軟鋼、アルミの一部のように粘りのある材料では、刃先が切れない状態になると面がむしれやすくなります。
「工具はまだ欠けていないのに、面が急に悪くなった」
このような場合、刃先の丸まりが原因になっていることがあります。
微小チッピング
ゼロカットは軽い加工に見えますが、実際には工具が断続的に当たったり、びびりを起こしたりする場合があります。
特にエンドミル加工では、刃が入る瞬間と抜ける瞬間があります。
材料をきちんと切れていない状態で刃先がこすれると、微小な欠けが発生することがあります。
目視では分かりにくくても、拡大して見ると刃先に小さな欠けが出ていることがあります。
この微小チッピングが進むと、加工面にスジが出たり、ビビり音が出たり、工具寿命が一気に短くなったりします。
コーティングの摩耗・剥離
コーティング工具の場合、ゼロカットでもコーティングは傷みます。
コーティングは摩耗や熱に強い反面、刃先でこすりが続くと少しずつ削られます。
また、工具と材料の接触部で局所的に熱が出ると、コーティングへの負担も増えます。
コーティングが部分的に剥がれると、母材が露出し、そこから摩耗が進みやすくなります。
特に高硬度材やステンレス、チタン合金などでは、ゼロカットでも油断できません。
ゼロカットで面粗さが良くなる場合と悪くなる場合
ゼロカットは、必ず悪いわけではありません。
条件が合っていれば、面粗さや寸法の安定に効果が出る場合もあります。
たとえば、工具がよく切れていて、ワークや工具のたわみ戻りを軽くさらう程度であれば、面が整うことがあります。
一方で、条件が悪いと逆効果になります。
ゼロカットで面が悪くなる例としては、次のようなものがあります。
- 表面がむしれる
- 加工面に光沢ムラが出る
- 同じ場所にスジが残る
- ビビり模様が出る
- 寸法が安定しない
- 工具寿命が短くなる
特に「切りくずが出ていないのに、音だけしている」状態は注意が必要です。
それは工具が仕事をしていないのではなく、刃先がこすられている状態かもしれません。
ゼロカットが工具に悪くなりやすい条件
ゼロカットが悪さをしやすいのは、次のような条件です。
1刃あたり送りが小さすぎる
送りが小さすぎると、刃先が材料に食い込みにくくなります。
特に仕上げで「きれいにしたいから送りを下げる」と、逆にこすりが増える場合があります。
仕上げだからといって、送りを下げれば良いわけではありません。
工具径、刃数、回転数、被削材、刃先形状に合った送りを確保することが重要です。
仕上げ代が少なすぎる
仕上げ代が少なすぎると、刃先が材料を切れません。
たとえば、工具の刃先丸みや機械の微小な振れ、ワークのたわみよりも小さい取り代では、安定した切削になりにくくなります。
「最後に0.005mmだけさらう」といった加工は、条件によってはほとんど切削にならず、こすりになります。
精密加工では必要な場合もありますが、工具摩耗や面粗さの悪化を理解したうえで使う必要があります。
工具がすでに摩耗している
摩耗した工具でゼロカットを行うと、さらにこすりが増えます。
新品工具ならまだ切れていた条件でも、摩耗工具では刃先が丸くなっているため、材料に食い込みにくくなります。
その結果、切削抵抗が増え、熱が出て、さらに摩耗が進みます。
ゼロカットを多用する場合は、工具寿命の判断を「欠けているかどうか」だけで見ない方がよいです。
刃先の丸まりや逃げ面摩耗も確認する必要があります。
被削材が粘い
ステンレス、軟鋼、アルミの一部、チタン合金などは、ゼロカットで面が悪くなりやすい材料です。
理由は、材料が刃先にまとわりついたり、むしれたりしやすいからです。
切れているときは問題がなくても、取り代が少なくなった瞬間に構成刃先が出たり、面が荒れたりすることがあります。
粘い材料ほど、工具をしっかり切らせる意識が必要です。
剛性が低い
ワークの保持が弱い、工具突き出しが長い、ホルダー剛性が低い。
このような条件では、ゼロカットでもびびりが出ることがあります。
ゼロカットは切削負荷が小さいと思われがちですが、工具がこすっている状態では摩擦による不安定な力が発生します。
その力がびびりを誘発することがあります。
特に薄肉ワークや長い突出し工具では注意が必要です。
ゼロカットを入れるべき場合
ゼロカットは悪い加工ではありません。
使い方を間違えると工具に悪いだけです。
ゼロカットを入れる意味があるのは、たとえば次のような場合です。
- 工具やワークのたわみ戻りをさらいたい
- 高精度寸法を安定させたい
- 仕上げ面の微小なムラを整えたい
- 1回目の仕上げで残ったわずかな段差をならしたい
- 測定後に微調整として再加工したい
ただし、この場合でも「本当に切れているか」を見る必要があります。
切りくずがまったく出ない、音が悪い、面がむしれる。
このような場合は、ゼロカットが逆効果になっている可能性があります。
ゼロカットを使うときの対策
目的を明確にする
まず大事なのは、ゼロカットを入れる目的を明確にすることです。
なんとなく「最後にもう一回走らせる」のはおすすめしません。
目的が寸法安定なのか、面粗さ改善なのか、たわみ戻り対策なのか。
目的によって条件の考え方が変わります。
不要なゼロカットは、加工時間を増やし、工具寿命も削ります。
送りを下げすぎない
仕上げ加工では、送りを下げれば面が良くなると思いがちです。
しかし、送りが小さすぎると刃先が切れずにこすります。
特に小径エンドミルやラジアス工具では、1刃あたり送りが小さすぎると、切りくずが出にくくなります。
面を良くしたい場合でも、工具がきちんと材料に食い込む送りを残すことが重要です。
仕上げ代を少なすぎにしない
仕上げ代が少なすぎると、ゼロカットと同じ状態になります。
仕上げ加工では、工具が安定して切れるだけの取り代を残す必要があります。
もちろん、取り代が大きすぎればたわみやびびりの原因になります。
しかし、小さすぎても切れずにこすります。
「薄く削る」と「切れていない」は別物です。
工具の状態を見る
ゼロカットを多用する加工では、工具の状態を定期的に確認しましょう。
見るべきポイントは、欠けだけではありません。
- 刃先が丸くなっていないか
- 逃げ面が白く摩耗していないか
- コーティングが剥がれていないか
- 構成刃先が付いていないか
- 加工面にスジが出ていないか
工具は折れる前から劣化しています。
「まだ使える」ではなく、「まだ切れているか」で判断することが大切です。
加工音と切りくずを見る
ゼロカットの良し悪しは、加工音と切りくずにも出ます。
良い状態では、軽くても安定した切削音になります。
悪い状態では、こすれる音、鳴き、ビビり音が出ます。
また、切りくずがまったく出ていない場合は、本当に切削しているのか確認が必要です。
ゼロカットのつもりが、ただ工具を傷めるだけの空走行になっていることもあります。
CAMやNCプログラム上の重複走行にも注意
ゼロカットは、意図して入れる場合だけではありません。
CAMの設定やNCプログラムの作り方によって、意図せず同じ場所を何度も走っていることがあります。
たとえば次のようなケースです。
- 仕上げパスが重複している
- 同じZ高さで同じ輪郭を複数回走っている
- 残り代がないのに再切削している
- 退避やアプローチの経路が加工面をなぞっている
- CAMのトレランス設定で細かい短線が多くなっている
このような重複走行は、加工時間を増やすだけでなく、工具摩耗や面粗さ悪化の原因になります。
NCプログラムを見るときは、単にエラーがないかだけでなく、「同じ場所を無駄に走っていないか」も確認したいところです。
現場で確認したいチェックポイント
ゼロカットが工具摩耗につながっていないか確認するには、次の点を見ると分かりやすいです。
- ゼロカット中に切りくずが出ているか
- こすれるような音がしていないか
- 加工面にスジや光沢ムラが出ていないか
- 工具の逃げ面が摩耗していないか
- 加工時間に対して工具寿命が短くないか
- 同じZ高さで経路が重複していないか
- 仕上げ代が少なすぎないか
- 送りを下げすぎていないか
このあたりを確認すると、ゼロカットが有効なのか、それとも工具を傷めているだけなのか判断しやすくなります。
まとめ:ゼロカットは「無負荷」ではない
ゼロカットは、削っていないように見えても工具に負担がかかります。
工具と材料が接触している以上、摩擦・圧力・熱が発生します。
特に、刃先が材料に食い込めずにこすっている状態では、逃げ面摩耗や刃先の丸まりが進みます。
ゼロカットを使うこと自体が悪いわけではありません。
寸法安定や面粗さ改善に有効な場面もあります。
しかし、目的のないゼロカットや、切れていないゼロカットは、加工時間を増やし、工具寿命を縮める原因になります。
大事なのは、ゼロカットを「軽い加工」と思い込まないことです。
本当に切れているのか。
こすっているだけではないか。
面は良くなっているのか。
工具寿命に悪影響が出ていないか。
この視点で見るだけで、仕上げ加工の考え方はかなり変わります。
ゼロカットは便利な手段ですが、使い方を間違えると工具を静かに傷めます。
「削っていないから摩耗しない」ではなく、「接触している以上、摩耗する」。
この考え方を持っておくことが、工具寿命と加工品質を安定させる第一歩です。

