マシニングセンターの現場では、加工そのものよりも 段取り・確認・補正入力 に時間を取られていることが少なくありません。
特に多品種少量加工では、次のような作業が頻繁に発生します。
- G54、G55などのワーク座標入力
- 工具長補正、工具径補正の確認
- 治具交換後の原点再設定
- 複数個取り治具の座標登録
- 作業者による入力ミス確認
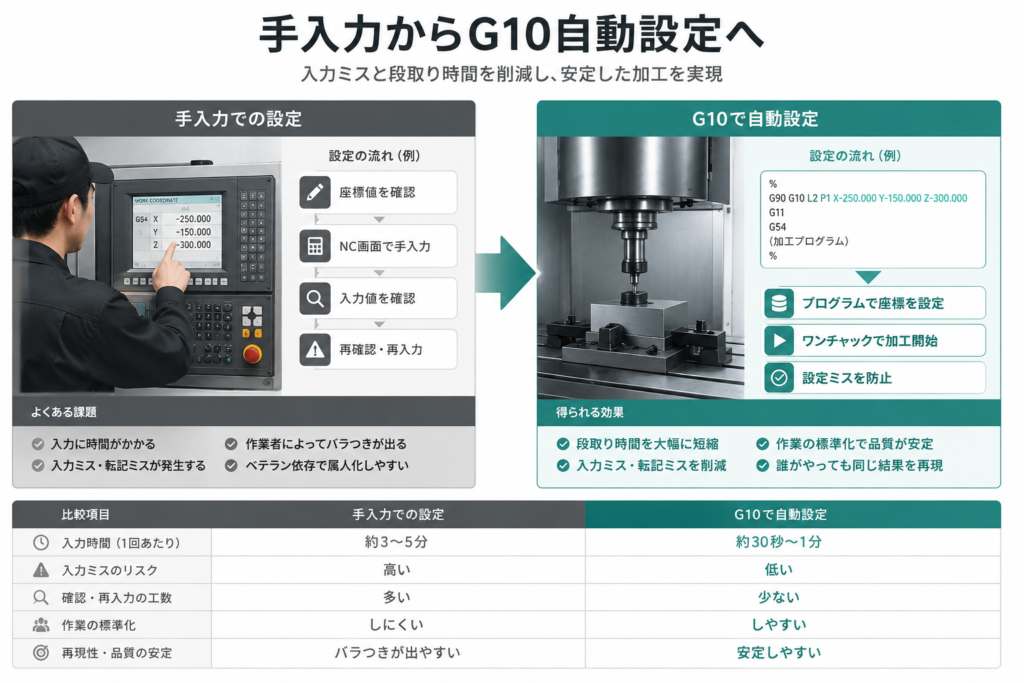
この作業を毎回手入力していると、時間がかかるだけでなく、入力ミスによる不良や衝突リスクも発生します。
そこで活用したいのが、ファナックNCの G10 データ設定 です。
G10は、ワーク座標や工具補正などのデータを、NCプログラム側から設定するための機能です。海外のCNC解説でも、G10は「手入力作業を自動化し、入力ミスを減らす機能」として紹介されています。
ファナックはNCとサーボを基本技術とするFA事業を展開しており、CNCは製造現場の自動化・効率化に直結する重要な要素です。
その中でもG10は、現場レベルで使える「小さな自動化」の代表的な機能といえます。
G10は「上級者向けコード」ではなく、段取りミスを減らすための仕組み
G10と聞くと、初心者には少し難しく感じるかもしれません。
しかし、考え方はシンプルです。
通常、作業者がNC画面で手入力している座標や補正値を、NCプログラムの中から書き込むだけです。
たとえば、G54のワーク座標を手入力する代わりに、プログラム内で次のように設定します。
G90 G10 L2 P1 X-250.000 Y-150.000 Z-300.000
G11これは一例ですが、考え方としては、
G10:データ設定を行うL2:ワーク座標系に関する設定P1:G54に相当X/Y/Z:設定する座標値G11:データ設定モード終了
という流れです。
つまりG10は、単なる便利コードではありません。
現場作業を標準化し、手入力ミスを減らすための仕組み です。
なぜG10を使うと利益改善につながるのか
G10の価値は、NCプログラムの知識だけで見ると少し分かりにくいです。
しかし、管理職や経営者の視点で見ると、G10はかなり利益に直結します。
理由は大きく3つあります。
手入力による原点・補正ミスを減らせる
現場で多いトラブルのひとつが、原点や補正値の入力ミスです。
たとえば、
- G54に入れるべき値をG55に入れた
- XとYを逆に入力した
- 小数点位置を間違えた
- 前回加工の補正値が残っていた
- 工具番号と補正番号が一致していなかった
こうしたミスは、発生頻度は低くても、一度起きると損失が大きくなります。
最悪の場合は、ワーク不良だけでなく、工具破損、治具破損、主軸・テーブルへの干渉につながります。
G10を使ってNCプログラム側に正しい座標や補正値を持たせておけば、作業者の手入力作業を減らせます。
もちろん、G10自体の値が間違っていれば危険です。
そのため、G10は「確認不要にする機能」ではなく、入力作業を標準化し、確認ポイントを減らす機能 と考えるべきです。
段取り替え時間を短縮できる
多品種少量加工では、段取り替え時間が利益を大きく左右します。
仮に、1回の段取りでワーク座標入力や確認に5分かかっているとします。
1日10回段取り替えがある場合、
5分 × 10回 = 50分/日月20日稼働なら、
50分 × 20日 = 1,000分/月つまり、月に約16.7時間が座標入力や確認作業に使われている計算です。
この時間をG10で半分にできれば、機械稼働時間や作業者の余力を増やせます。
もちろん、すべての段取りでG10が使えるわけではありません。
しかし、治具位置が決まっているリピート品、複数個取り治具、サブプレート運用では、非常に効果が出やすいです。
ベテラン依存を減らし、作業を標準化できる
現場では、ベテラン作業者が暗黙知で段取りをしているケースが多くあります。
たとえば、
「この治具のときはG55にこの値を入れる」
「この品番はZだけ少し逃がしてから確認する」
「この工具は補正をこの番号に入れる」
このような情報が人の頭の中だけにあると、担当者が変わった瞬間にミスが発生します。
G10で座標や補正の設定をプログラム側に持たせれば、作業の属人化を減らせます。
これは初心者教育にも効果があります。
初心者にとって難しいのは、NCコードそのものよりも、
どの座標系に、どの補正値を、どのタイミングで入れるのか という判断です。
G10を使えば、この判断をある程度プログラム側に組み込めます。
G10でできる代表的なこと
G10で設定できる内容は、NC装置の仕様、オプション、機械メーカーの設定によって異なります。
一般的には、次のような用途で使われます。
ワーク座標系の設定
代表的なのが、G54〜G59のワーク座標設定です。
例として、G54に座標を書き込む場合は次のようなイメージです。
G90 G10 L2 P1 X-250.000 Y-150.000 Z-300.000
G11一般的に、P番号は次のように扱われます。
P1:G54
P2:G55
P3:G56
P4:G57
P5:G58
P6:G59ただし、機械仕様やNC仕様によって異なる場合があるため、必ず自社機械の取扱説明書・パラメータ設定を確認してください。
追加ワーク座標系の設定
多くのファナック系NCでは、G54.1 P1、G54.1 P2のような追加ワーク座標系を使える場合があります。
海外のCNC解説でも、G10は標準ワーク座標だけでなく、追加ワーク座標への設定例として紹介されています。
複数個取り治具やサブプレート運用では、この追加ワーク座標系が便利です。
たとえば、1枚のサブプレート上に10個のワークを並べる場合、各ワークの基準位置をG54.1 P1〜P10に登録しておくことで、段取りの再現性を高められます。
工具長補正・工具径補正の設定
G10は、工具長補正や工具径補正の設定にも使われます。
一般的には、
- 工具長補正 H
- 工具長摩耗補正
- 工具径補正 D
- 工具径摩耗補正
などの設定に使われるケースがあります。
ただし、工具補正のG10書式は、NC仕様や機械メーカー設定によって差が出やすい部分です。
ネット上の情報だけで安易に使うのではなく、必ず自社のファナック取扱説明書で確認してください。
パラメータ書き込みは慎重に扱う
G10には、パラメータ書き込みに関係する使い方もあります。
ただし、これは初心者が気軽に扱うべき領域ではありません。
パラメータは、機械の基本動作や安全動作に関わる場合があります。
誤って変更すると、機械動作に重大な影響が出る可能性があります。
この記事では、初心者向け・現場改善向けとして、主にワーク座標と工具補正の活用に絞って解説します。
初心者が最初に覚えるべきG10の考え方
初心者がG10を覚えるときは、いきなり細かいL番号を丸暗記する必要はありません。
まずは、次の3つだけ理解してください。
1. G10は、NCプログラムから座標や補正値を書き込む機能
2. 何を書き込むかはL番号で指定する
3. どこに書き込むかはP番号や補正番号で指定するつまり、G10は次のようなイメージです。
G10 = データを書き込む命令
L番号 = 書き込むデータの種類
P番号 = 書き込む場所
X/Y/Zなど = 書き込む値この考え方が分かれば、G10はかなり理解しやすくなります。
実践例1:G54をG10で設定する

もっとも基本的な使い方は、G54ワーク座標の設定です。
%
O1000
( G10 SAMPLE - G54 SETTING )
G90 G10 L2 P1 X-250.000 Y-150.000 Z-300.000
G11
G54
G90 G00 X0. Y0.
G43 H01 Z100.0
M30
%この例では、G54にX/Y/Zの座標値を書き込んでいます。
その後、G54を呼び出して加工位置へ移動する流れです。
初心者が注意すべき点は、G10の行だけを見るのではなく、その後にどの座標系を呼び出しているか まで確認することです。
G10でG54に書いたのに、加工側でG55を呼んでいれば意味がありません。
実践例2:複数個取り治具でG54〜G59を自動設定する
G10が特に効果を発揮するのは、複数個取り治具です。
たとえば、6個取り治具でG54〜G59を使う場合、手入力では6個分の座標を入力・確認する必要があります。
これをG10で設定すると、次のような形にできます。
( 6-POSITION FIXTURE OFFSET SETTING )
G90 G10 L2 P1 X-100.000 Y-100.000 Z-300.000
G90 G10 L2 P2 X 0.000 Y-100.000 Z-300.000
G90 G10 L2 P3 X 100.000 Y-100.000 Z-300.000
G90 G10 L2 P4 X-100.000 Y 0.000 Z-300.000
G90 G10 L2 P5 X 0.000 Y 0.000 Z-300.000
G90 G10 L2 P6 X 100.000 Y 0.000 Z-300.000
G11このようにしておけば、治具位置が再現できる前提で、座標入力をプログラム側にまとめられます。
複数個取り治具では、座標入力ミスが不良の原因になります。
G10を使うことで、作業者ごとの入力ばらつきを減らし、段取りを標準化しやすくなります。
実践例3:工具補正値をプログラムで管理する考え方
工具補正へのG10活用は、ワーク座標よりも慎重に扱う必要があります。
理由は、工具長補正や工具径補正は、実際の工具測定値・プリセッタ値・摩耗補正値と密接に関係するためです。
たとえば、工具プリセッタで測定した工具長を、NCプログラムや外部システムから補正番号へ反映する運用が考えられます。
この場合、G10は次のような用途で使えます。
- 工具長補正値の登録
- 工具径補正値の登録
- 摩耗補正値の初期化
- 加工前の補正テーブル整備
- 自動測定後の補正反映
ただし、初心者が最初に使うなら、工具補正の自動書き込みよりも、まずはワーク座標のG10から始める方が安全です。
工具補正は、番号を間違えると工具長や径補正がずれて、深さ不良・寸法不良・衝突につながります。
G10を使うときの注意点
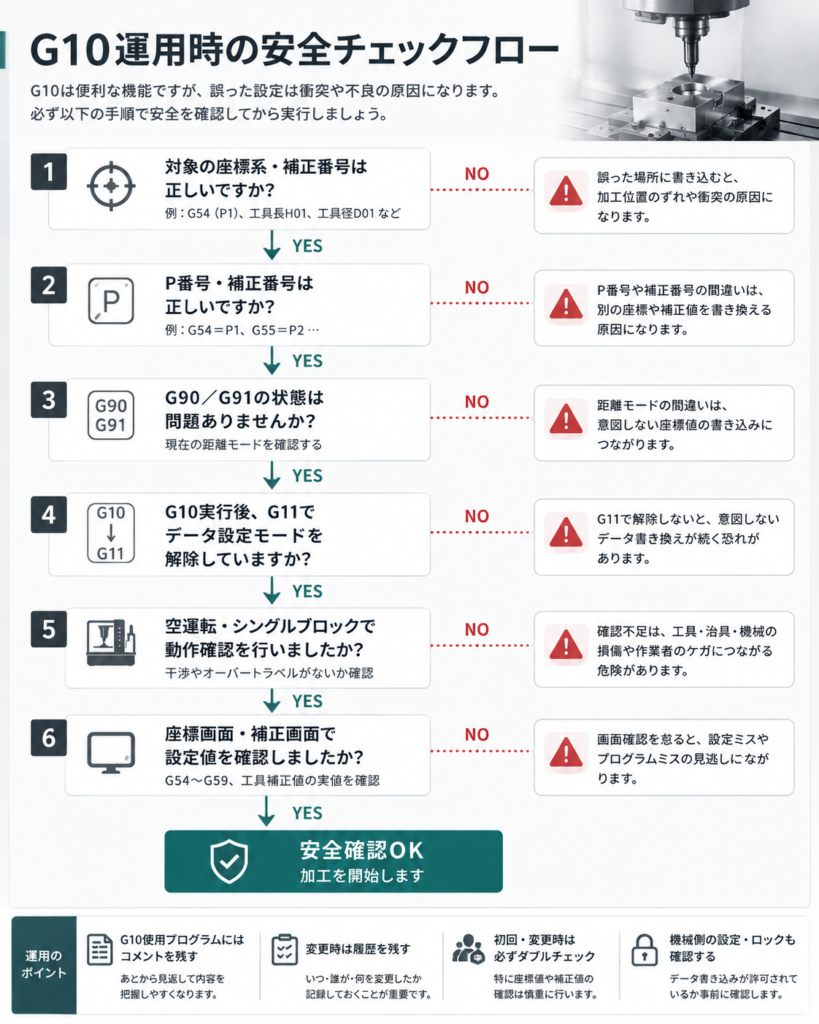
G10は便利ですが、間違えると危険な機能でもあります。
特に次の点には注意が必要です。
機械・NC仕様によってL番号や書式が異なる
G10のL番号や対応範囲は、NC装置、オプション、機械メーカーの仕様によって異なる場合があります。
一般的な解説サイトでは、G10 L2がワーク座標、G10 L20が追加ワーク座標、L10〜L13が工具補正関係として紹介されることがあります。
ただし、これはあくまで一般例です。
実機で使う場合は、必ず次を確認してください。
- 自社機械の取扱説明書
- ファナックの該当シリーズのプログラミングマニュアル
- 機械メーカーの仕様書
- G10使用可否
- データ設定可能な範囲
- パラメータ書き込み保護の状態
誤った座標を書き込むと、そのまま衝突リスクになる
G10は、正しい値を書き込めば便利です。
しかし、間違った値を書き込むと、その間違いがNC側に反映されます。
たとえば、Z座標を100mm間違えた場合、工具がワークや治具に突っ込む可能性があります。
そのため、G10を入れたプログラムでは、初回運転時に必ず次の確認を行うべきです。
- シングルブロック
- ドライラン
- 機械ロックまたはZ逃がし確認
- グラフィック確認
- G54〜G59画面の実値確認
- 工具長補正画面の実値確認
G10は確認作業をゼロにするものではありません。
確認すべき場所を明確にする機能 と考えるべきです。
G10実行後の確認ルールを決める
現場でG10を使うなら、ルール化が重要です。
おすすめは、次のような運用です。
1. G10使用プログラムにはコメントを入れる
2. 初回加工時は必ず座標画面を確認する
3. G10の値はCAM出力または標準表から生成する
4. 手打ち編集した場合は第三者確認を行う
5. G10実行後、G11で設定モードを解除する
6. 量産・リピート品では初品確認記録とセットで管理する特に、G10の値を手打ちで毎回変更する運用はおすすめしません。
手入力を減らすためのG10なのに、G10の値を毎回手修正していては、ミスの場所が変わるだけです。
管理職・経営者が見るべきG10の本当の価値

G10の本当の価値は、NCプログラマーだけのものではありません。
管理職や経営者が見るべきポイントは、次の4つです。
1. 段取り時間を減らせるか
2. 入力ミスによる不良を減らせるか
3. ベテラン依存を減らせるか
4. リピート品の再現性を高められるかたとえば、1回の段取りで5分短縮できるとしても、単発では大きな効果に見えないかもしれません。
しかし、月間で100回、200回と段取り替えがある工場では、積み上げると大きな差になります。
さらに、原点入力ミスによる不良や工具破損が1件でも減れば、それだけでG10運用の価値は十分にあります。
つまりG10は、単なるNCコードではなく、
段取り標準化・ミス防止・稼働率向上のための現場改善ツール です。
G10を活用しやすい工場・活用しにくい工場
G10は万能ではありません。
向いている工場と、向いていない工場があります。
G10が向いている工場
- リピート品が多い
- 治具・サブプレートを使っている
- 複数個取り加工が多い
- 段取り替えが多い
- 原点入力ミスが発生している
- 作業者によって段取り時間に差がある
- CAMや工具表を標準化したい
G10が向いていない、または慎重に使うべき工場
- 毎回ワーク形状や基準が大きく変わる
- 治具位置の再現性が低い
- 原点設定ルールが決まっていない
- NCプログラムの確認体制がない
- 作業者がG10の意味を理解していない
特に、治具位置が毎回変わる現場で、固定値のG10を安易に使うのは危険です。
G10は、再現性のある段取り と組み合わせて初めて効果を発揮します。
G10導入のおすすめステップ
いきなり全プログラムにG10を入れる必要はありません。
おすすめは、次の順番です。
ステップ1:リピート品1点で試す
まずは、よく流れるリピート品を1点選びます。
条件は、次のようなものが理想です。
- 治具位置が固定されている
- G54などの座標が毎回ほぼ同じ
- 加工実績がある
- 作業者が内容を理解している
- 初品確認がしやすい
このような品番でG10を試すと、効果とリスクを確認しやすくなります。
ステップ2:G54だけをG10化する
最初から工具補正までG10化する必要はありません。
まずはG54のワーク座標だけに限定するのがおすすめです。
G90 G10 L2 P1 X... Y... Z...
G11これだけでも、原点入力の標準化には効果があります。
ステップ3:確認手順を標準化する
G10を使うなら、確認手順もセットで決めます。
例としては、次のようなルールです。
・初回加工前にG54画面を確認
・G10実行後の座標値を作業指示書と照合
・初回のみZを逃がして動作確認
・初品測定後にG10値を固定
・変更時は履歴を残すG10だけを導入しても、確認ルールがなければ危険です。
ステップ4:複数個取り治具へ展開する
G54で問題なく運用できたら、次は複数個取り治具に展開します。
G54〜G59、または追加ワーク座標を使えば、複数個取りの座標入力を標準化できます。
ここまでできると、段取り時間短縮の効果が見えやすくなります。
ステップ5:工具補正・測定マクロとの連携を検討する
最後に、工具補正や測定マクロとの連携を検討します。
たとえば、
- 工具プリセッタ値の反映
- 工具摩耗補正の初期化
- 加工後測定による補正
- G31測定マクロとの組み合わせ
- 再加工用補正プログラム
などです。
ここまで進むと、G10は単なる座標設定ではなく、加工自動化の入口になります。
まとめ:G10はNCプログラムの機能ではなく、段取り標準化の武器
G10は、初心者にとっては少し難しく見えるNCコードです。
しかし、本質はとてもシンプルです。
手入力していた座標や補正値を、NCプログラム側で管理する機能 です。
これにより、
- 段取り時間を短縮できる
- 原点入力ミスを減らせる
- 補正値の管理を標準化できる
- ベテラン依存を減らせる
- リピート品の再現性を高められる
- 結果として利益改善につながる
という効果が期待できます。
ただし、G10は強力な分、間違った値を書き込むと危険です。
初めて使う場合は、まずG54などのワーク座標設定から始め、必ずシングルブロック・空運転・座標画面確認を行ってください。
G10をうまく使えば、NCプログラムは単なる加工指令ではなく、
段取りを標準化し、工場の利益を増やすための仕組み になります。