

ステンレスの切削加工というと、まず思い浮かぶのは「切削速度を落とす」「送りを調整する」「ステンレス用の工具を使う」といった切削条件や工具選定ではないでしょうか。
もちろん、それらは非常に重要です。
しかし、実際の現場では、同じ工具・同じ切削条件でも、加工が安定する場合としない場合があります。
その差を生むのが、今回のテーマである、
- 潤滑
- 冷却
- 切粉コントロール
- 加工硬化対策
- 溶着・構成刃先対策
です。
前回の記事では、ステンレス加工の基本や工具選定、エンドミル・ドリル加工の考え方を中心に解説しました。
今回はその続編として、切削条件表には出てきにくいけれど、現場では非常に重要な「加工を安定させるための周辺管理」について解説します。
前回のおさらい|ステンレスはなぜ削りにくいのか
ステンレス、特にSUS304やSUS316などのオーステナイト系ステンレスは、一般的な炭素鋼と比べて加工が難しい材料です。
主な理由は次の通りです。
- 加工硬化しやすい
- 熱が工具先端にこもりやすい
- 粘りがあり、切粉が長くなりやすい
- 工具に溶着しやすい
- バリやむしれが出やすい
- 工具摩耗が進みやすい
ステンレス加工では、単純に「硬いから削りにくい」というよりも、「粘い」「熱が逃げにくい」「加工中に表面が硬くなる」という点が厄介です。
そのため、切削速度や送りだけでなく、切削点で何が起きているかを見ることが大切です。
ステンレス加工で見落としやすい3つのポイント
ステンレス加工で加工面が荒れる、工具寿命が短い、切粉が絡む、穴が荒れる、タップが折れる。
こうしたトラブルが起きると、つい切削条件だけを見直したくなります。
しかし、現場では次の3つを確認するだけで改善することもあります。
1つ目は、潤滑が足りているか。
2つ目は、冷却が足りているか。
3つ目は、切粉が加工点から確実に逃げているか。
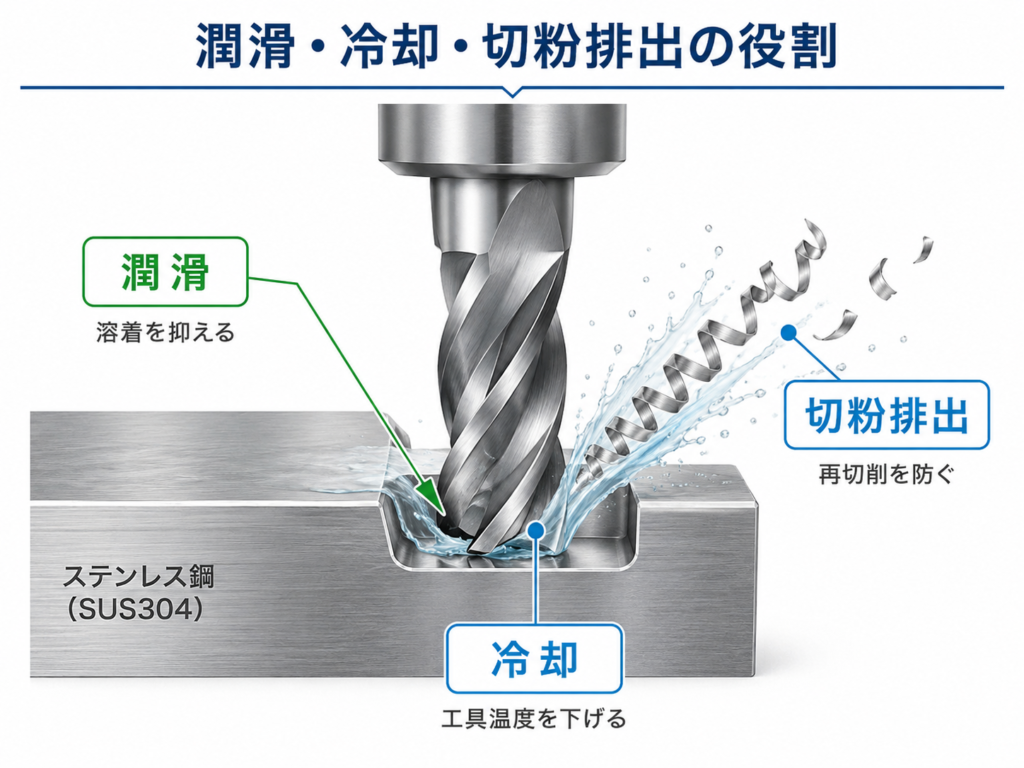
この3つは似ているようで、役割が違います。
潤滑は、工具と材料の摩擦を減らし、溶着や構成刃先を抑える役割があります。
冷却は、工具先端やワークの温度上昇を抑え、摩耗や寸法変化を防ぐ役割があります。
切粉コントロールは、切粉を加工点から排出し、再切削や工具欠損を防ぐ役割があります。
つまり、ステンレス加工では「クーラントを出しているから大丈夫」ではなく、潤滑・冷却・排出のどれが不足しているのかを分けて考える必要があります。
ポイント1|潤滑不足は溶着・構成刃先につながる
ステンレス加工でよく起きるトラブルの一つが、工具への溶着です。
切削中、ステンレスの一部が工具の刃先にくっつき、それが剥がれたり、再びくっついたりします。この状態が進むと、構成刃先が発生します。
構成刃先ができると、実際に材料を切っているのは工具の刃先ではなく、刃先に付着した不安定な金属のかたまりになります。
その結果、
- 加工面がむしれる
- 面粗さが悪くなる
- 寸法が安定しない
- 工具の刃先が欠ける
- バリが増える
といった問題が起きます。
このときに重要になるのが潤滑です。
潤滑が不足すると、工具と材料の摩擦が増え、溶着が起きやすくなります。特に仕上げ加工、小径工具、側面仕上げ、穴あけ、タップ加工では潤滑性の影響が大きくなります。
ステンレス加工では、単にクーラント量を増やすだけでなく、加工点にしっかり当たっているか、工具の刃先まで届いているかを確認することが重要です。
外から大量にクーラントをかけていても、切粉や工具形状に邪魔されて刃先に届いていなければ、潤滑効果は期待できません。
ポイント2|冷却不足は工具摩耗と寸法変化を招く
ステンレスは熱が逃げにくい材料です。
そのため、切削中に発生した熱が工具先端や加工面に集中しやすくなります。
冷却が不足すると、次のような問題が起きます。
- 工具の逃げ面摩耗が早くなる
- 刃先が塑性変形しやすくなる
- 加工面が荒れる
- ワークが熱膨張して寸法が安定しない
- 加工後に冷えて寸法が変わる
- 穴径や溝幅が安定しない
特に注意したいのは、ステンレスの仕上げ加工です。
荒加工であれば多少の熱は許容できても、仕上げ加工では熱による寸法変化や面粗さの悪化が問題になります。
「測定したときは寸法が入っていたのに、時間が経つと寸法がズレる」
このような場合は、工具摩耗だけでなく、加工熱によるワークの熱膨張も疑う必要があります。
薄物、長物、精密部品、肉厚が不均一な部品では、加工熱の影響がさらに大きくなります。
ステンレス加工では、加工中の熱をどう逃がすか、加工後にワークをどう冷ますか、測定タイミングをどう管理するかまで考えると、精度が安定しやすくなります。
ポイント3|切粉コントロールができないと再切削が起きる
ステンレスは粘りがあるため、切粉が長くつながりやすい材料です。
この切粉が工具やワークに絡むと、さまざまなトラブルの原因になります。
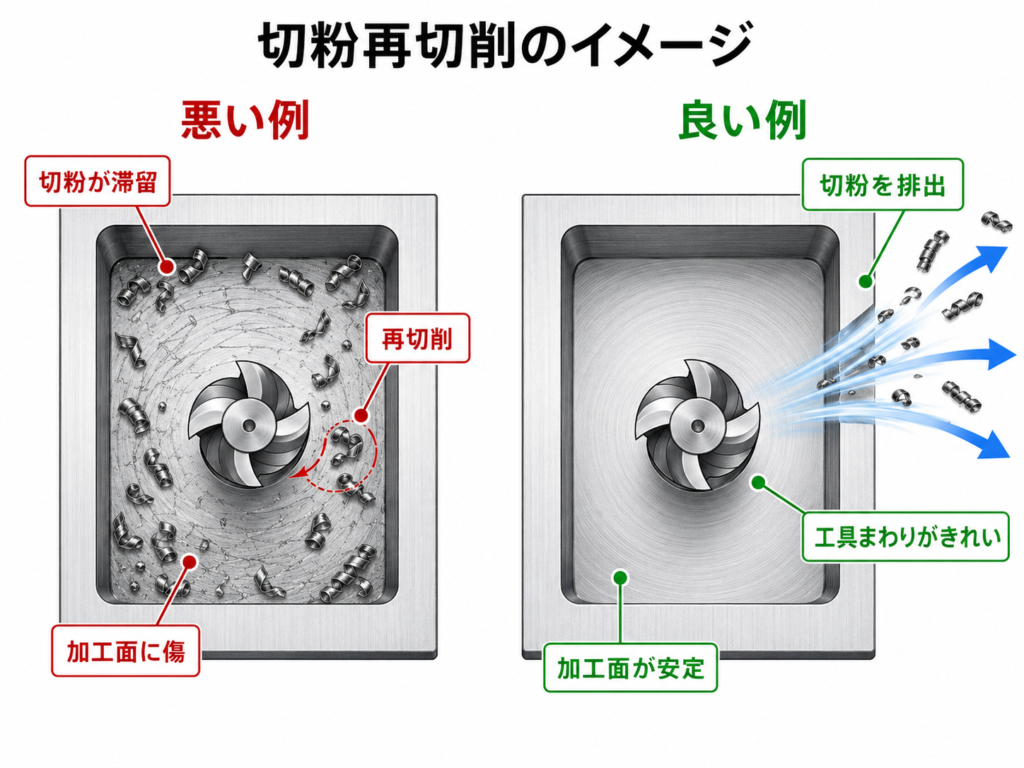
代表的なのは、切粉の再切削です。
再切削とは、一度発生した切粉を工具がもう一度噛み込んでしまう状態です。
再切削が起きると、
- 加工面に傷が入る
- 工具の刃先が欠ける
- 異音が出る
- 切削抵抗が急に上がる
- 穴内面が荒れる
- 工具寿命が短くなる
といった問題が起きます。
特にポケット加工、溝加工、深穴加工では切粉が逃げにくくなります。
加工条件を見直す前に、まず切粉がどこへ流れているかを観察してください。
切粉が加工点に残っている場合は、条件が悪いというより、排出が悪いだけかもしれません。
この場合、次のような対策が有効です。
- エアブローで切粉を飛ばす
- クーラントノズルの向きを調整する
- 内部給油工具を使う
- 切粉が逃げる工具経路にする
- ポケット加工では切粉が溜まる方向を避ける
- 深穴では無理なノンステップ加工を避ける
- 切粉形状に合った工具・ブレーカを選ぶ
切粉処理は、ステンレス加工の安定性を左右する重要なポイントです。
フライス加工では「ウェットが常に正解」とは限らない
ステンレス加工では冷却が重要です。
しかし、フライス加工では注意が必要です。
フライス加工は、工具の刃が材料に入ったり抜けたりする断続切削です。そのため、刃先は加熱と冷却を繰り返します。
ここでクーラントの当たり方が不安定だと、刃先に熱衝撃が加わり、熱亀裂やチッピングにつながることがあります。
つまり、フライス加工では「少しだけ当たるクーラント」や「当たったり当たらなかったりするクーラント」が悪さをする場合があります。
荒加工では、工具メーカーがドライ加工を推奨するケースもあります。
一方で、仕上げ加工では溶着防止や加工面品質の安定を目的として、ミストや十分なクーラントが有効になる場合があります。
大切なのは、ウェットかドライかを感覚で決めないことです。
フライス加工では、
- 荒加工なのか仕上げ加工なのか
- 刃先にクーラントが安定して届くのか
- 切粉排出が必要なのか
- 工具材種がウェット向きかドライ向きか
- 加工面品質を優先するのか工具寿命を優先するのか
を分けて考える必要があります。
中途半端なクーラントよりも、十分に当てるか、ドライ+エアブローで切粉排出を優先するかを明確にした方が安定する場合があります。
穴あけ加工ではクーラントの流量と排出性が重要
ステンレスの穴あけ加工では、切粉排出が非常に重要です。
穴の中は切粉が逃げにくいため、切粉が詰まると一気にトラブルが発生します。
- 穴内面が荒れる
- ドリルが振られる
- 穴径が拡大する
- ドリルが欠ける
- ドリルが折れる
- 加工音が不安定になる
このような症状が出た場合、切削条件だけでなく、クーラントの流量と圧力を確認してください。
特に深穴加工では、内部給油ドリルが有効です。
外部給油でも浅い穴であれば加工できる場合はありますが、穴が深くなるほど切粉排出は難しくなります。
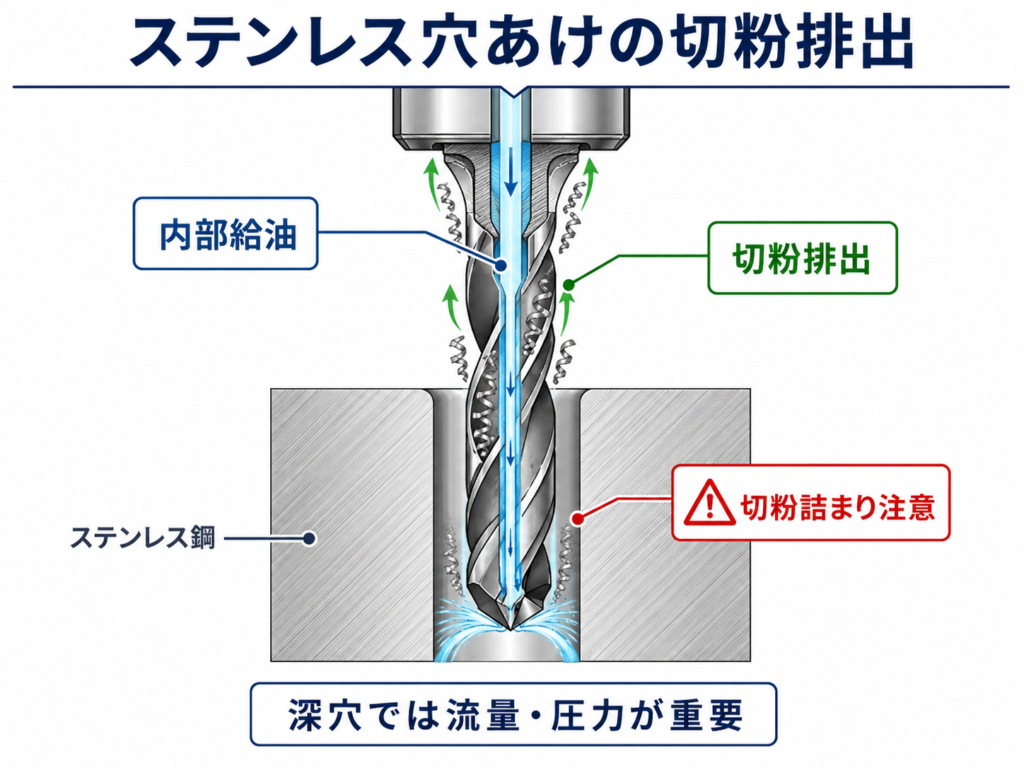
クーラントが穴の奥まで届かず、切粉がドリル溝に詰まると、ドリルは逃げ場を失います。
ステンレスの穴あけでは、次の点を確認してください。
- クーラントが刃先に届いているか
- ドリルの溝から切粉が出ているか
- 切粉が長く絡んでいないか
- 加工音が連続的か、断続的に変化していないか
- 穴出口でバリが大きくなっていないか
- ドリル肩部に摩耗や欠けが出ていないか
ドリル加工では、切粉の形状を見ることが非常に重要です。
切粉が適度に分断され、スムーズに排出されていれば、加工は安定しやすくなります。
逆に、長く伸びた切粉、色が大きく変わった切粉、詰まり気味の切粉が出ている場合は、条件や給油を見直すサインです。
現場で確認したいチェックポイント
ステンレス加工でトラブルが出たときは、次の順番で確認すると原因を絞りやすくなります。
| 確認項目 | 見るポイント | 起きやすいトラブル |
|---|---|---|
| クーラントの向き | 刃先に直接当たっているか | 溶着、面粗さ悪化 |
| クーラント量 | 加工点に十分届いているか | 冷却不足、工具摩耗 |
| 切粉の流れ | 加工点に残っていないか | 再切削、傷、欠け |
| 切粉形状 | 長く絡んでいないか | 切粉詰まり、工具折損 |
| 加工音 | 急な変化や断続音がないか | 切粉詰まり、びびり |
| 工具刃先 | 溶着・欠け・摩耗の状態 | 寸法不良、加工面不良 |
| ワーク温度 | 加工後に熱を持っていないか | 寸法変化 |
| 測定タイミング | 加工直後か冷却後か | 測定値のばらつき |
ステンレス加工では、切削条件表の数値だけを見ても原因が分からないことがあります。
工具の刃先、切粉、加工音、クーラントの当たり方を見ることで、現場の状態がかなり見えてきます。
トラブル別の考え方
加工面がむしれる場合
加工面がむしれる場合は、溶着や構成刃先を疑います。
対策としては、切削速度が低すぎないか、送りが低すぎて擦っていないか、潤滑が足りているかを確認します。
仕上げ加工では、刃先が切っているのではなく、擦っている状態になると面が悪くなります。
「仕上げだから送りを落とす」という考え方は間違いではありませんが、落としすぎるとステンレスでは逆効果になることがあります。
工具寿命が短い場合
工具寿命が短い場合は、熱、溶着、再切削、加工硬化のどれが原因かを分けて考えます。
逃げ面摩耗が早いのか、刃先が欠けているのか、すくい面に摩耗が出ているのかで対策は変わります。
刃先に切粉が噛み込んで欠けているなら、条件よりも切粉排出の問題かもしれません。
穴が荒れる場合
穴加工で穴内面が荒れる場合は、切粉詰まりを疑います。
ステンレスの穴あけでは、切粉がきれいに出ているかが重要です。
切粉が長くつながっている、穴から出てこない、加工音が不安定になる場合は、クーラント量、圧力、ドリル形状、送り条件を見直します。
バリが多い場合
ステンレスは粘い材料のため、バリが出やすいです。
バリが多い場合は、工具の切れ味、摩耗、切削条件、工具経路、出口側の支持状態を確認します。
特に薄板や薄肉形状では、材料が逃げてバリが増えることがあります。
バリ取り工数が増えると、加工時間だけでなく後工程のコストも増えます。
ステンレス加工では、バリを後で取る前提ではなく、加工段階でできるだけ抑える考え方が重要です。
まとめ|ステンレス加工は切削条件だけで判断しない
ステンレス加工は、工具選定や切削条件だけで決まるものではありません。
特に現場で差が出るのは、
- 潤滑が効いているか
- 冷却が足りているか
- 切粉が逃げているか
- 加工硬化層を擦っていないか
- 溶着や構成刃先が起きていないか
といった部分です。
同じSUS304でも、形状、工具突出し、クーラントの当たり方、切粉の逃げ方、ワークの固定状態によって加工結果は大きく変わります。
ステンレス加工でトラブルが出たときは、すぐに回転数や送りだけを変えるのではなく、まず加工点を観察してください。
切粉はどう流れているか。
クーラントは刃先に届いているか。
工具に溶着していないか。
加工後のワークが熱を持っていないか。
これらを確認することで、ステンレス加工はかなり安定させることができます。
ステンレスは難削材ですが、ポイントを押さえれば決して削れない材料ではありません。
むしろ、潤滑・冷却・切粉処理をきちんと管理できるかどうかで、加工品質と工具寿命に大きな差が出る材料です。




