はじめに:5Sは始めるより「続ける」ほうが難しい
前回の記事では、5Sは単なる掃除や片付けではなく、切削加工会社の利益を残すための活動だと解説しました。
工具を探す時間。
治具を探す時間。
測定具を探す時間。
図面やNCデータを探す時間。
前回使った加工条件を探す時間。
これらはすべて、加工そのものには貢献していない時間です。
つまり、現場では忙しく動いているように見えても、利益を生まない時間が積み重なっていることがあります。
では、儲かる5Sを一度始めれば、それで現場は良くなるのでしょうか。
実際には、そう簡単ではありません。
5Sで難しいのは、最初に片付けることではなく、良い状態を維持し続けることです。
一度きれいにした工具棚も、1か月後には元に戻っている。
ラベルを貼ったのに、誰も決めた場所に戻さない。
チェックシートはあるのに、ただ印を付けるだけになっている。
不要品置き場を作ったのに、判断されない物が増え続けている。
このような状態になると、5Sはすぐに形だけの活動になります。
今回の記事では、切削加工現場で儲かる5Sを定着させるための考え方と、工具・治具・測定具・NCデータ管理に落とし込む方法を解説します。
5Sは「Sort、Set in Order、Shine、Standardize、Sustain」の循環的な改善活動として整理されることが多く、単発の片付けではなく、維持・標準化まで含めて考える必要があります。 また、JICAの5S資料でも、5Sは作業空間と作業の流れを整え、ムダをなくし、流れを改善する考え方として説明されています。
前回のおさらい:儲かる5Sは利益を守る活動
前回の記事では、儲かる5Sを次のように整理しました。
- 探す時間を減らす
- 段取り時間を短くする
- 工具や治具の重複購入を減らす
- 加工ミスや不良を減らす
- 新人や応援者でも作業しやすくする
- 機械を止める時間を減らす
つまり、儲かる5Sとは、床をきれいにする活動ではありません。
加工に必要なものを、必要なときに、誰でも迷わず使える状態にする活動です。
切削加工の現場では、1個の工具、1個の治具、1枚の図面、1つのNCデータの管理ミスが、そのまま不良や手戻りにつながります。
特に小ロット・多品種加工では、毎日違う図面、違う材料、違う工具、違う段取りを扱うことが多くなります。
そのため、5Sが弱い現場ほど、段取りのたびに迷いが発生します。
「この工具で合っているか?」
「この口金は前回使ったものか?」
「このNCプログラムは最新版か?」
「この測定具は校正済みか?」
「この材料は本当に指定材か?」
このような確認に時間がかかる現場は、知らないうちに利益を削っています。
中小機構の5S解説でも、5S活動は品質・コスト・納期、つまりQCD改善を図る活動として紹介されています。
5Sが続かない現場に共通する問題
5Sが続かない現場には、いくつか共通点があります。
まず多いのは、5Sの目的が共有されていないことです。
現場の人が、
「掃除をやらされている」
「写真を撮るために片付けている」
「上司に言われたからやっている」
と感じている状態では、5Sは長続きしません。
5Sの目的は、現場を責めることではありません。
探す時間を減らす。
段取りをラクにする。
不良を減らす。
新人でも迷わないようにする。
急な仕事にも対応しやすくする。
この目的が伝わっていないと、5Sはただの負担になります。
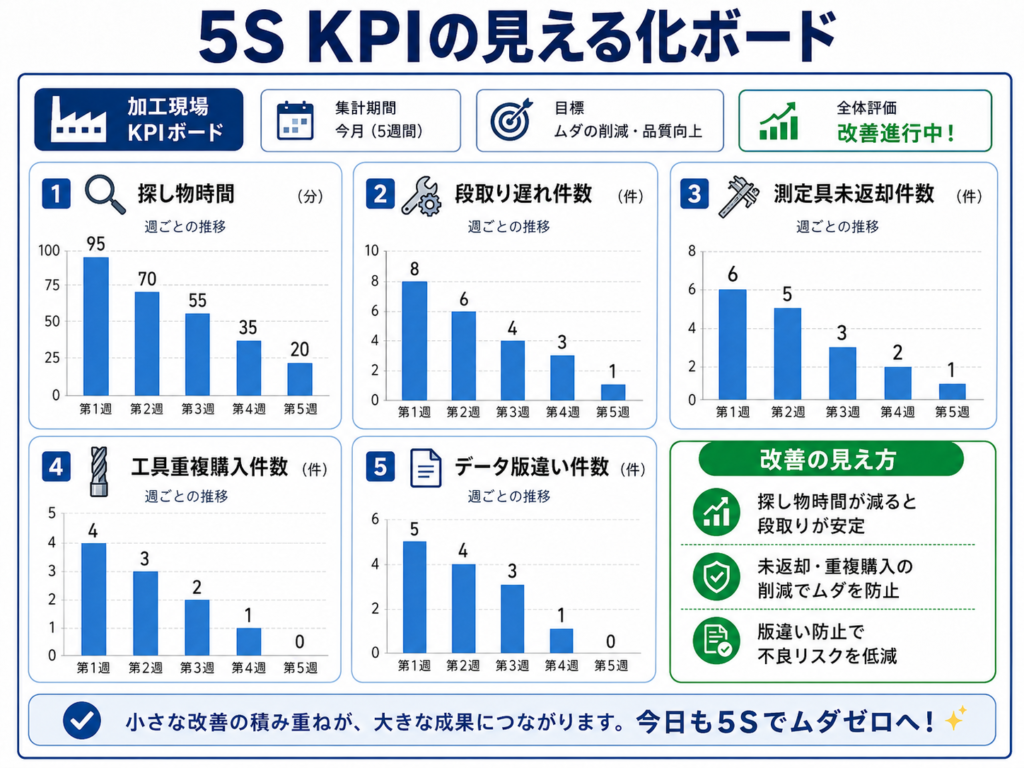
次に多いのが、置き場だけ決めて、維持する仕組みがないことです。
例えば、工具棚にラベルを貼っても、戻すルールが曖昧なら崩れます。
治具置き場を作っても、使用後の点検ルールがなければ傷んだ治具が戻ります。
NCデータのフォルダを整理しても、最新版管理のルールがなければ古いデータが残ります。
5Sは、最初に整えるだけでは足りません。
戻す仕組み、確認する仕組み、直す仕組み が必要です。
儲かる5Sを定着させる3つの考え方
儲かる5Sを定着させるには、次の3つを意識すると進めやすくなります。
1. 完璧を目指さず、利益に近い場所から始める
工場全体を一気にきれいにしようとすると、ほぼ失敗します。
最初から完璧を目指す必要はありません。
切削加工現場で最初に見るべき場所は、利益に近い場所です。
具体的には、
- 工具棚
- ホルダー・コレット置き場
- 治具・口金置き場
- 測定具置き場
- 材料置き場
- 図面・NCデータ・加工条件の保管場所
です。
このあたりは、段取り時間、不良、工具費、納期に直結します。
まずは「一番よく探しているもの」から始めるのが現実的です。
2. 置き場ではなく、流れを見る
5Sというと、どうしても棚や床の状態に目が行きます。
しかし、本当に見るべきなのは物の流れです。
例えば工具であれば、
新品工具を購入する
↓
入庫する
↓
工具棚に置く
↓
加工で使う
↓
使用済みに戻す
↓
再使用するか、再研磨するか、廃棄するか判断する
という流れがあります。
この流れのどこかが曖昧だと、工具管理は崩れます。
治具も同じです。
使う前に探す。
使った後に戻す。
傷や変形を確認する。
不足部品を補充する。
次回使える状態にしておく。
ここまでが治具の5Sです。
つまり、5Sは「置き場を決める活動」ではなく、物と情報の流れを整える活動です。
3. 人に頼らず、見れば分かる状態にする
儲かる現場は、ベテランに聞かなくても最低限の判断ができる状態になっています。
もちろん、ベテランの経験は重要です。
しかし、すべてがベテランの頭の中にある状態では、現場は強くなりません。
- どの工具を使うのか
- どの治具を使うのか
- どの測定具で確認するのか
- どこまで加工したのか
- どのNCデータが最新版なのか
- 前回どんな注意点があったのか
これらが人に聞かないと分からない状態では、作業が止まります。
5Sの目的は、属人化を減らすことでもあります。
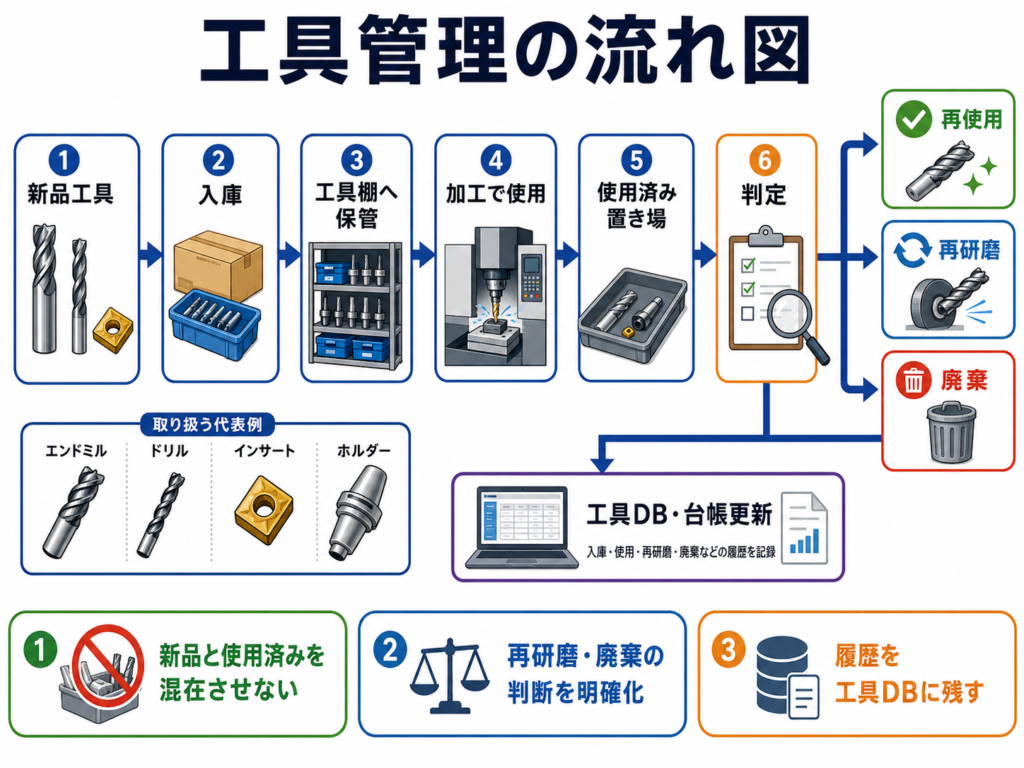
まず測るべき5SのKPI
儲かる5Sにするには、感覚だけでなく数値で見ることも大切です。
ただし、最初から難しい指標は不要です。
まずは、次のような簡単なKPIで十分です。
| 項目 | 見るポイント |
|---|---|
| 探し物時間 | 工具・治具・測定具を探した時間 |
| 段取り時間 | 前回同等品と比べて短くなったか |
| 工具重複購入 | 持っていたのに買った工具がないか |
| 治具不足件数 | 使おうとした治具に部品不足がなかったか |
| 測定具未返却 | 決めた場所に戻っていない測定具の数 |
| 図面・NCデータの版違い | 古いデータ使用や確認ミスの有無 |
| 不良・手戻り件数 | 5S不足が原因と思われる不良の件数 |
ここで重要なのは、細かく管理しすぎないことです。
最初から完璧なデータを取ろうとすると、記録作業が負担になります。
まずは週1回、ざっくりでも構いません。
「今週、工具を探した時間はどれくらいあったか?」
「今週、治具や測定具が見つからずに止まった作業はあったか?」
「今週、古い図面やNCデータで迷ったことはあったか?」
この程度でも、現場の問題は見えてきます。
工具棚の5Sを定着させる方法
切削加工現場で、最も効果が出やすいのが工具棚の5Sです。
工具棚が乱れていると、工具選定ミス、重複購入、加工不良、段取り遅れにつながります。
工具棚の5Sで重要なのは、工具をきれいに並べることではありません。
工具の状態が分かることです。
最低限、次の区分は必要です。
- 新品
- 使用中
- 再使用可能
- 摩耗確認待ち
- 再研磨行き
- 廃棄
- 用途不明
特に危険なのは、新品と使用済みが混ざることです。
新品だと思って使った工具が実は摩耗品だった場合、寸法不良や面粗さ不良、工具折損につながります。
また、エンドミルやドリルは径だけで管理すると不十分です。
同じΦ6でも、
- 刃長
- 首下長
- コーナーR
- コーティング
- 被削材用途
- 荒加工用か仕上げ用か
- アルミ用か鋼用かステンレス用か
によって使い分けが必要です。
そのため、工具棚の表示は「Φ6エンドミル」だけではなく、用途まで分かる表示にすると効果的です。
例:
- Φ6 超硬EM 鋼用 荒加工
- Φ6 超硬EM アルミ用 仕上げ
- Φ6 R0.5 高硬度材用
- Φ6 ロングネック 深堀り用
工具管理の基本は、探しやすさではなく、間違えにくさです。
治具・口金・クランプ部品の5S
小ロット・多品種の切削加工では、治具や口金の管理が段取り時間に大きく影響します。
治具置き場でよくある問題は、次のようなものです。
- 何の製品用治具か分からない
- 口金の組み合わせが分からない
- ボルトやクランプ部品が足りない
- 傷んだ治具がそのまま戻っている
- 改造品と旧仕様品が混在している
- 前回の取り付け方向が分からない
この状態では、段取りのたびに確認作業が発生します。
治具の5Sでは、次の情報を一緒に管理すると効果的です。
- 製品名または図番
- 使用機械
- 使用バイス
- 使用口金
- 取り付け方向
- 使用ボルト
- 注意点
- 最終使用日
- 不具合履歴
特に、専用治具は「置いてあること」よりも「次回すぐ使える状態で戻っていること」が大切です。
使用後に、
- 切粉を除去する
- クランプ面を確認する
- 位置決め面に傷がないか見る
- ボルトや部品が揃っているか確認する
- 不具合があれば札を付ける
ここまでをルール化すると、次回段取りのトラブルが減ります。
測定具の5Sは品質保証の入口
測定具の5Sは、品質保証に直結します。
ノギス、マイクロメータ、シリンダゲージ、ピンゲージ、ハイトゲージ、ダイヤルゲージなどは、必要なときにすぐ使える状態でなければなりません。
測定具で特に注意したいのは、置き場だけではありません。
- 校正期限が分かるか
- 使用後に戻っているか
- 測定子や付属品が揃っているか
- 切粉や油で汚れていないか
- 現場用と検査室用が混ざっていないか
- 持ち出しルールがあるか
測定具が探せない現場では、測定そのものが後回しになりやすくなります。
測定が後回しになると、不良の発見が遅れます。
不良の発見が遅れるほど、損失は大きくなります。
特に加工途中で寸法確認が必要な部品では、測定具がすぐ使える状態であることが重要です。
測定具の5Sは、単なる整理整頓ではなく、不良流出を防ぐ入口です。
NCデータ・図面・加工条件のデジタル5S

最近の切削加工現場では、物だけでなくデータの5Sも重要です。
どれだけ工具棚が整理されていても、NCデータや図面が乱れているとミスが起こります。
よくある問題は次のようなものです。
- 最新図面が分からない
- 旧版のNCプログラムが残っている
- 加工条件のメモが個人PCにしかない
- CAMデータとNCデータの関係が分からない
- 修正履歴が残っていない
- 客先支給データと社内変換データが混在している
これは、デジタル上の5S不足です。
データの5Sでは、次のルールを決めると効果的です。
- 図番ごとにフォルダを分ける
- 最新版フォルダと旧版フォルダを分ける
- 旧版データは削除せず、使用禁止フォルダに移す
- NCデータ名に日付や版数を入れる
- CAMデータ、NCデータ、段取り写真、測定結果を同じ管理単位にする
- 加工条件の変更理由を残す
特に危険なのは、似た名前のNCデータが複数ある状態です。
例:
ABC123.NCABC123_new.NCABC123_test.NCABC123_finish.NCABC123_修正.NCABC123_最終.NCABC123_最終2.NC
このような管理では、いつか必ず迷います。
NCデータは、機械を動かす指示そのものです。
物理的な工具棚と同じように、データにも置き場、名前、最新版管理、使用禁止ルールが必要です。
5Sを「個人任せ」にしないための担当制
5Sを定着させるには、担当を決めることも重要です。
ただし、担当者に丸投げしてはいけません。
担当者は「全部やる人」ではなく、「状態を見る人」です。
例えば、
- 工具棚担当
- 治具置き場担当
- 測定具担当
- 材料置き場担当
- NCデータ管理担当
- 清掃エリア担当
というように分けます。
担当者は、乱れている場所を見つけたら一人で片付けるのではなく、なぜ乱れたのかを確認します。
- 置き場が使いにくいのか
- 表示が分かりにくいのか
- 戻すタイミングが決まっていないのか
- 忙しくて戻せない配置なのか
- そもそも不要な物が多すぎるのか
この原因を見ないと、また元に戻ります。
5Sは気合いで維持するものではありません。
戻しやすい仕組み、守りやすいルール、分かりやすい表示を作ることが大切です。
5Sパトロールは減点ではなく改善ネタ探し
5Sパトロールというと、現場から嫌がられることがあります。
理由は、減点活動になりやすいからです。
「ここが汚い」
「これが戻っていない」
「ラベルがずれている」
「チェックが抜けている」
このように指摘だけになると、現場は前向きに動けません。
儲かる5Sのパトロールでは、減点よりも改善ネタを探します。
例えば、
「この工具はよく使うのに取りにくい場所にある」
「この治具は重いので下段に置いた方が安全」
「この測定具は使用頻度が高いので機械の近くに置いた方がよい」
「このNCデータ名は間違いやすい」
「この棚は表示より実際の使い方が変わっている」
このような改善ポイントを見つけることが重要です。
5Sパトロールは、現場を責めるためではありません。
現場をラクにするための観察です。
まとめ:5Sは現場をラクにして利益を残す仕組み
儲かる5Sは、きれいな工場を作るための活動ではありません。
切削加工現場で利益を残すための仕組みです。
工具を探さない。
治具を迷わない。
測定具をすぐ使える。
図面やNCデータの最新版が分かる。
加工条件や注意点が残っている。
新人や応援者でも最低限の作業が進められる。
この状態を作ることで、段取り時間が短くなり、不良が減り、機械を止める時間も減っていきます。
5Sは、始めることよりも続けることが重要です。
そして続けるためには、精神論ではなく仕組みが必要です。
置き場を決める。
表示する。
戻しやすくする。
担当を決める。
定期的に見る。
数字で確認する。
問題があればルールを直す。
この積み重ねが、儲かる5Sにつながります。
切削加工会社にとって5Sは、単なる美化活動ではありません。
現場のムダを減らし、品質を守り、利益を残すための基礎体力です。