

マシニングセンターやNC旋盤を使う切削加工の現場では、毎日のように段取り替え、工具交換、材料準備、図面確認、測定、納期対応が発生します。
特に小ロット・多品種の加工会社では、同じ製品を大量に流す量産工場と違い、毎回違う図面、違う工具、違う治具、違う加工条件に対応しなければなりません。
そのような現場で意外と大きな差になるのが、5Sです。
5Sというと、
「掃除のこと」
「床をきれいにする活動」
「見た目を整えるだけの活動」
と思われがちです。
しかし、切削加工の現場における5Sは、単なる掃除ではありません。
工具を探す時間を減らす。
治具の置き間違いを防ぐ。
古い図面や古いNCデータによるミスを防ぐ。
切粉や油による設備トラブルを減らす。
新人でも迷わず作業できる状態をつくる。
つまり5Sは、加工現場のムダ・ミス・不良・事故を減らすための土台です。
この記事では、小ロット・多品種の切削加工会社に向けて、5Sの基本と、実際に現場で進めるためのポイントを解説します。
5Sとは何か?
5Sとは、次の5つの活動の頭文字を取ったものです。
| 項目 | 意味 | 加工現場での例 |
|---|---|---|
| 整理 | 必要なものと不要なものを分ける | 使っていない工具、古い治具、旧図面を仕分ける |
| 整頓 | 必要なものをすぐ使える状態にする | 工具、測定具、治具の置き場を決める |
| 清掃 | 汚れを取り除く | 機械周辺、切粉、クーラント、油汚れを清掃する |
| 清潔 | 整理・整頓・清掃された状態を維持する | 表示、点検表、ルール化で状態を保つ |
| 躾 | 決めたルールを守る習慣をつける | 使った工具を戻す、清掃を続ける、点検を記録する |
この中で特に重要なのは、整理と整頓です。
現場改善というと、いきなり清掃から始めるケースがあります。
もちろん清掃も大切ですが、不要なものが残ったまま清掃しても、根本的には改善されません。
まずは不要なものを減らす。
次に、必要なものの置き場を決める。
そのうえで、きれいな状態を維持する。
この順番が大切です。
なぜ小ロット・多品種の切削加工会社で5Sが重要なのか?
小ロット・多品種の現場では、5Sの効果がかなり大きく出ます。
理由は、段取り替えが多いからです。
量産工場であれば、同じ工具、同じ治具、同じプログラムを長期間使うことがあります。
一方で、小ロット・多品種の加工では、
- 今日使う工具が昨日と違う
- 加工する材料が毎回違う
- 図面の形状も公差も違う
- 治具を毎回組み替える
- CAMデータやNCプログラムも案件ごとに変わる
- 測定方法も製品ごとに違う
という状態が普通です。
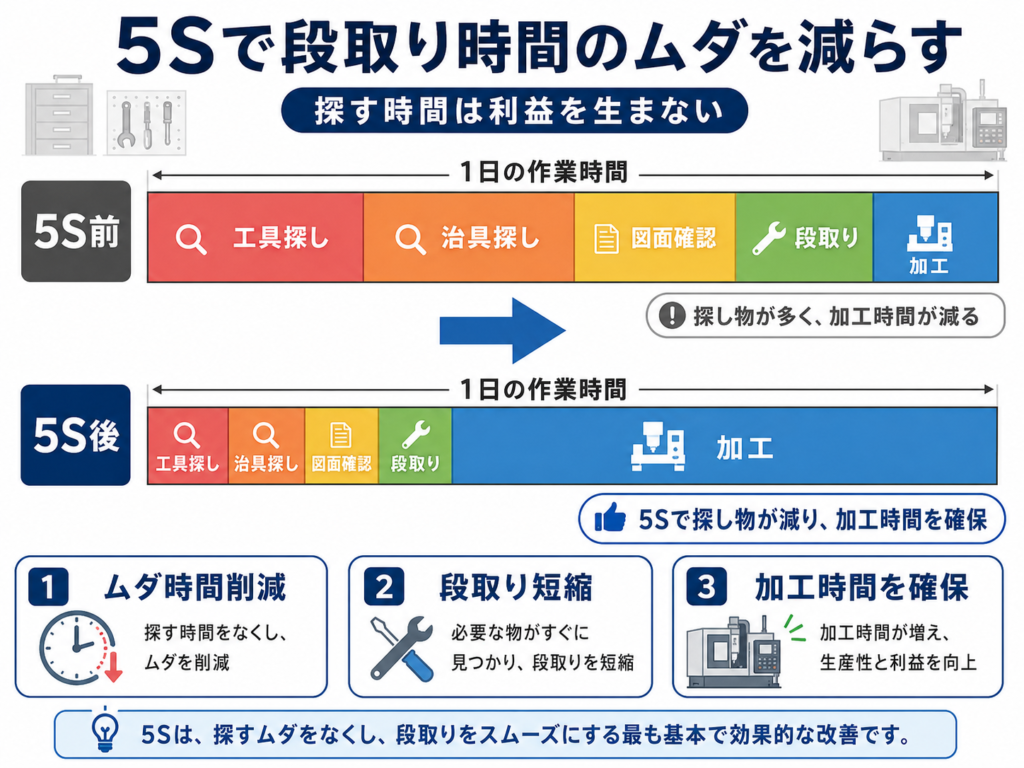
このような現場で工具や治具の置き場が決まっていないと、段取りのたびに探し物が発生します。
たとえば、1回の段取りで工具や測定具を探す時間が10分あったとします。
それが1日5回あれば50分です。
1週間で約4時間。
1か月ではかなり大きな時間になります。
しかも、探し物の問題は時間だけではありません。
探している間に作業者の集中が切れる。
似た工具を間違えて使う。
古い図面を見てしまう。
違う治具を使ってしまう。
測定具の所在が分からず、確認を省略してしまう。
こうした小さな乱れが、不良や納期遅れにつながります。
つまり5Sは、単なる見た目の改善ではなく、段取り改善・品質改善・安全対策・教育時間短縮につながる活動なのです。
切削加工現場でよくある5Sの問題
加工現場では、次のような問題がよく起こります。
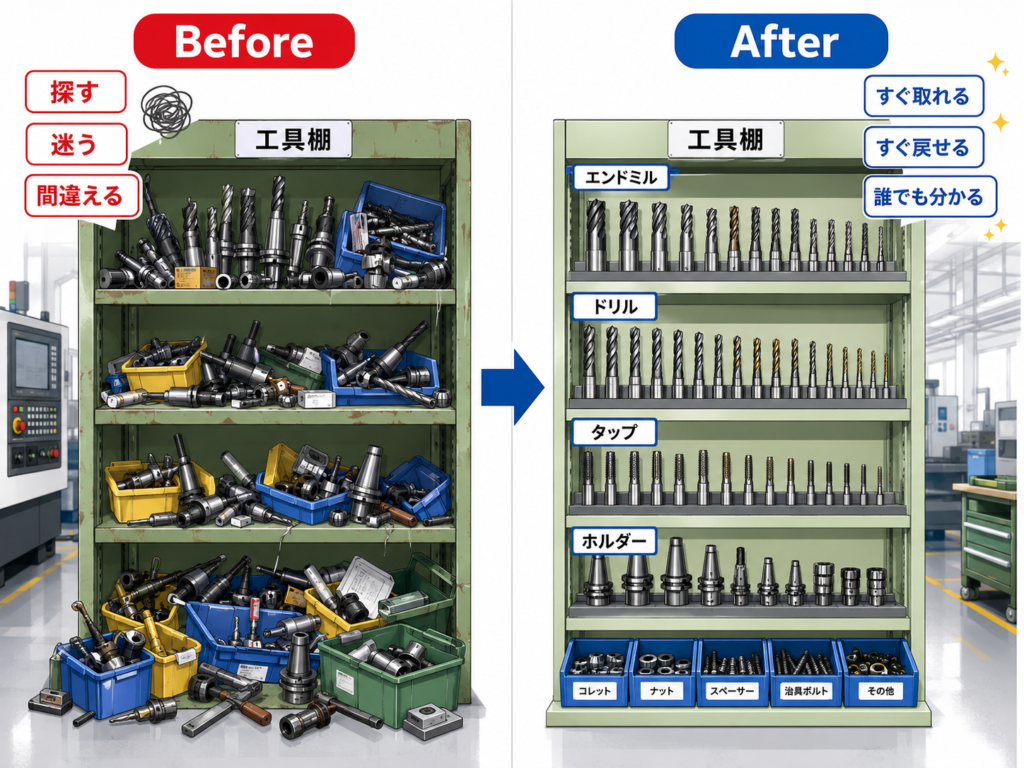
工具が見つからない
エンドミル、ドリル、タップ、ホルダー、コレット、チップ、レンチなどが決まった場所に戻されていない状態です。
工具が見つからないと、段取り時間が伸びます。
さらに悪い場合、似たような工具を代用してしまい、加工不良や工具折損につながることもあります。
特に小径工具や特殊工具は、所在管理ができていないと大きなロスになります。
治具や口金の管理ができていない
バイス口金、専用治具、プレート、クランプ部品などが棚や台車に雑然と置かれている現場もあります。
この状態では、必要な治具を探すだけで時間がかかります。
また、似た治具を間違えて使うと、ワークの位置ズレやクランプ不良の原因になります。
切削加工では、治具の取り違えがそのまま寸法不良につながることもあります。
古い図面や古いNCデータが残っている
紙図面、PDF、3Dモデル、CAMデータ、NCプログラムの管理が曖昧な場合も危険です。
改訂前の図面を見て加工する。
古いNCプログラムを呼び出してしまう。
CAMデータの最新版が分からない。
測定成績書の保存場所が分からない。
こうした問題は、見た目の5Sだけでは解決できません。
今の加工現場では、デジタルデータの5Sも必要です。
機械まわりに切粉や油が残っている
マシニングセンターやNC旋盤の周辺に切粉や油が残ったままだと、安全面でも品質面でもリスクがあります。
切粉で滑る。
切粉がワークや治具の下に入り、着座不良になる。
クーラントが腐敗する。
機械の摺動部やカバー周辺に汚れが蓄積する。
測定具に切粉が付着して測定ミスが起きる。
清掃は見た目のためだけではありません。
機械精度、測定精度、安全性を守るためにも重要です。
新人が何をしてよいか分からない
5Sができていない現場では、ベテランしか分からないことが多くなります。
工具の場所はあの人しか知らない。
治具の使い方は聞かないと分からない。
どの測定具を使うか決まっていない。
清掃の範囲も人によって違う。
プログラムの保存場所も人によって違う。
このような状態では、新人教育に時間がかかります。
逆に、5Sができている現場では、表示やルールを見るだけで作業の流れが分かりやすくなります。
5Sは、教育の仕組みづくりにもつながります。
加工現場で5Sを進める手順
ここからは、実際に5Sを進める手順を紹介します。
ステップ1:まず現場の写真を撮る
最初にやるべきことは、現場の現状把握です。
いきなり片付け始めるのではなく、まず写真を撮ります。
撮影する場所は、たとえば次のような場所です。
- 工具棚
- 治具棚
- 測定具置き場
- 材料置き場
- 機械まわり
- PC周辺
- 図面置き場
- CAM作業環境
- 通路
- 台車置き場
写真を撮ることで、改善前の状態が見えるようになります。
また、後で改善後の写真と比較できるため、変化が分かりやすくなります。
5S活動では、この「変化が見える」ことがとても重要です。
ステップ2:不要なものを仕分ける
次に、不要なものを仕分けます。
ここで大切なのは、「いつか使うかもしれない」という理由だけで残さないことです。
加工現場では、古い工具や治具がどんどん増えていきます。
もちろん、特殊工具や再使用する可能性のある治具をすべて捨てる必要はありません。
しかし、何年も使っていないもの、用途が分からないもの、破損しているもの、重複しているものは、置き場を圧迫します。
判断に迷うものは、いきなり廃棄せずに「一時保管エリア」を作るのも有効です。
たとえば、
- すぐ使うもの
- たまに使うもの
- 判断保留のもの
- 廃棄するもの
に分けます。
判断保留品は、期限を決めて再確認します。
期限を決めないと、ただ場所を移動しただけになってしまうため注意が必要です。
ステップ3:工具・治具・測定具の定位置を決める
不要なものを減らしたら、次は整頓です。
整頓とは、きれいに並べることではありません。
必要なものを、必要な人が、必要な時に、すぐ使える状態にすることです。
加工現場では、次のような整頓が効果的です。
- 工具ごとに置き場を決める
- ホルダーと工具の管理番号を合わせる
- 測定具の置き場を固定する
- 治具棚に品名や使用機械を表示する
- 台車ごとに用途を決める
- 使用頻度の高いものは取りやすい場所に置く
- 使用頻度の低いものは別管理にする
よく使うものと、ほとんど使わないものを同じ場所に置くと、現場はすぐに乱れます。
使用頻度で置き場を分けることが重要です。
ステップ4:戻すルールを決める
整頓で失敗しやすいのは、置き場を決めても戻されないことです。
そのため、置き場を決めるだけでは不十分です。
戻すルールまで決める必要があります。
たとえば、
- 工具は使用後に必ず清掃して戻す
- 測定具は機械の上に置きっぱなしにしない
- 治具は使用後に品名表示の場所へ戻す
- 破損工具は通常棚に戻さず、不具合品置き場へ移動する
- 誰が見ても空きが分かるようにシルエット表示を使う
このように、「戻す場所」と「戻す判断」を明確にします。
5Sで大切なのは、きれいにした瞬間ではなく、きれいな状態が崩れた時にすぐ分かることです。
ステップ5:清掃を点検に変える
清掃は、ただ掃除をするだけではもったいないです。
加工現場の清掃は、設備点検とセットで考えるべきです。
たとえば、機械を清掃しながら次のような点を確認します。
- クーラントの状態
- 油漏れ
- エア漏れ
- 切粉の堆積
- カバーの破損
- チャックやバイスの切粉噛み
- 摺動部周辺の異常
- 工具交換装置まわりの汚れ
- 機内照明やカメラの汚れ
清掃中に異常を見つけられれば、設備トラブルを未然に防げます。
つまり清掃は、機械を長持ちさせるための予防保全にもなります。
CAD/CAM・NCデータにも5Sが必要
今の切削加工現場では、物だけでなくデータの5Sも重要です。
特にCAD/CAMを使っている現場では、データ管理が乱れるとミスにつながります。
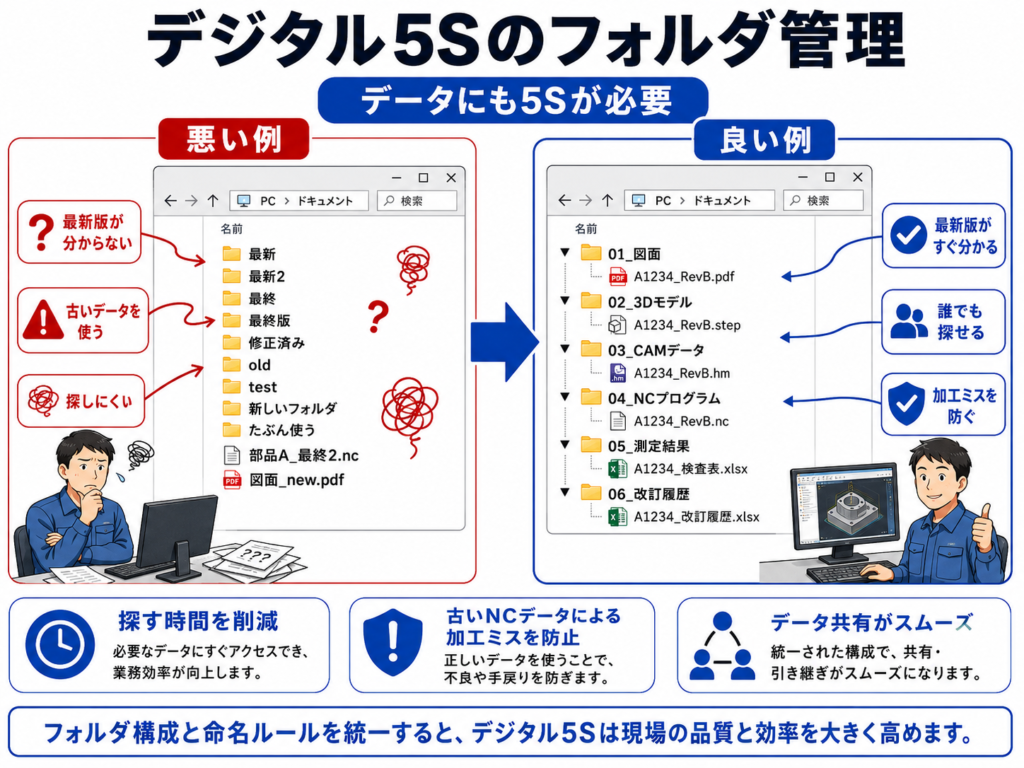
データ管理でよくある問題
- 図面の最新版が分からない
- 3Dモデルの改訂履歴が分からない
- CAMデータの保存場所が人によって違う
- NCプログラムの最新版が分からない
- 加工条件を変更した理由が残っていない
- 測定結果と加工データが紐づいていない
このような状態では、不良が出た時に原因を追いかけるのも大変です。
加工現場の5Sを進めるなら、工具棚や床だけでなく、PC内のデータ管理も対象にするべきです。
デジタル5Sで決めるべきこと
最低限、次のようなルールは決めておきたいところです。
- 図面データの保存場所
- 3Dモデルの保存場所
- CAMデータの保存場所
- NCプログラムの保存場所
- 改訂番号の付け方
- 加工済みデータと編集中データの区別
- 使用禁止データの扱い
- 測定結果の保存場所
- 加工条件変更履歴の残し方
特に小ロット・多品種では、過去に加工した似たような部品を参考にすることがよくあります。
その時、データが整理されていれば、過去の実績を活用できます。
逆にデータが乱れていれば、古い条件や間違ったプログラムを使ってしまう危険があります。
データの5Sは、再加工やリピート品対応にも効果があります。
5Sを定着させるポイント
5Sは、一度やって終わりではありません。
むしろ難しいのは、続けることです。
ルールを難しくしすぎない
最初から細かすぎるルールを作ると、現場に定着しません。
まずは簡単なルールから始めるのがおすすめです。
たとえば、
- 工具は決めた棚に戻す
- 測定具は機械の上に置かない
- 通路に物を置かない
- 破損工具は専用箱へ入れる
- 作業終了時に機械まわりを清掃する
この程度でも、続ければ効果は出ます。
大切なのは、完璧なルールを作ることではなく、守れるルールを作ることです。
現場の人が納得できる理由を伝える
5S活動は、やらされ感が出やすい活動です。
「片付けろと言われたから片付ける」
「掃除しろと言われたから掃除する」
この状態では、長続きしません。
なぜ5Sをやるのかを説明する必要があります。
たとえば、
- 工具を探す時間を減らすため
- 段取り時間を短くするため
- 不良を減らすため
- 測定ミスを防ぐため
- 新人でも作業しやすくするため
- 怪我を防ぐため
- 結果として利益を残すため
このように、現場にとってのメリットを具体的に伝えることが重要です。
5Sは会社のためだけではありません。
現場で働く人がラクになるための活動でもあります。
写真で改善を見える化する
5S活動では、改善前と改善後の写真を残すと効果的です。
写真があると、変化が一目で分かります。
また、良い改善事例を社内で共有しやすくなります。
たとえば、
- 工具棚の改善前後
- 治具置き場の改善前後
- 材料置き場の改善前後
- 機械まわりの改善前後
- PCフォルダ構成の改善前後
このような写真を残しておくと、活動の成果が見えます。
成果が見えると、現場のモチベーションも上がりやすくなります。
5Sは「儲かる現場」の土台になる
5Sは、直接売上を作る活動ではありません。
しかし、利益には大きく関係します。
なぜなら、利益は売上だけでなく、ムダを減らすことでも増えるからです。
工具を探す時間。
治具を探す時間。
図面を確認し直す時間。
間違ったデータで加工した不良。
測定ミスによる手戻り。
切粉や汚れによる設備トラブル。
新人に毎回同じことを教える時間。
これらはすべてコストです。
5Sができている現場は、このような見えにくいコストを減らせます。
特に小ロット・多品種の切削加工会社では、1個1個の利益を確実に残すことが重要です。
そのためには、加工技術だけでなく、現場の仕組みづくりが欠かせません。
5Sは、その第一歩です。
まとめ:5Sは切削加工現場を強くする基本
5Sは、単なる掃除や片付けではありません。
切削加工現場における5Sは、
- 段取り時間を減らす
- 工具や治具の探し物を減らす
- 加工ミスを防ぐ
- 測定ミスを防ぐ
- 設備トラブルを減らす
- 新人教育をしやすくする
- 安全な作業環境をつくる
- データ管理を整理する
- 結果として利益を残す
ための現場改善です。
特に、小ロット・多品種の加工会社では、5Sの差がそのまま現場力の差になります。
高価な設備を入れることも大切です。
最新の工具を使うことも大切です。
CAD/CAMを活用することも大切です。
しかし、それらを活かすためには、現場の土台が整っていなければなりません。
その土台が5Sです。
まずは、工具棚、治具棚、測定具置き場、機械まわり、そしてPC内のデータから見直してみてください。
5Sは小さな改善に見えますが、続けることで現場のムダを減らし、会社を強くする活動になります。

