

タップ加工は、穴あけ加工の延長のように見えますが、実際にはかなりトラブルの多い加工です。
特に多いのが、タップの折損です。
タップが折れると、工具代だけでなく、ワークの修正、放電加工での除去、場合によっては製品廃棄につながります。
小さなねじ穴1か所のトラブルでも、納期や加工コストに大きく影響します。
しかもタップ折れは、単純に「タップが悪い」「機械が悪い」だけで起きるわけではありません。
多くの場合、原因は以下のような複数の要素が重なっています。
- 下穴径が小さい
- 切粉が逃げていない
- タップの種類が合っていない
- タップホルダーが合っていない
- 切削油の潤滑性が足りない
- ねじ深さに対して下穴深さが足りない
- 切削速度や送り条件が合っていない
- タップが摩耗している
この記事では、タップ加工で折れる原因と、現場で見直すべき対策ポイントを解説します。
タップ加工が折れやすい理由
タップ加工は、ドリル加工やエンドミル加工と違い、逃げ場が少ない加工です。
タップは下穴の中に入り込みながら、ねじ山を作っていきます。
そのため、加工中に発生した切粉や抵抗が逃げにくく、工具に大きなねじり負荷がかかります。
特に止まり穴では、切粉が穴の奥にたまりやすくなります。
切粉が詰まった状態でタップがさらに進むと、逃げ場を失った切粉をタップが噛み込みます。
その結果、急激にトルクが上がり、タップが折れます。
つまりタップ加工では、切れるかどうかだけでなく、
「切粉が逃げるか」
「トルクが上がりすぎないか」
「タップがまっすぐ入るか」
「潤滑が足りているか」
を総合的に見る必要があります。
原因1:下穴径が小さい
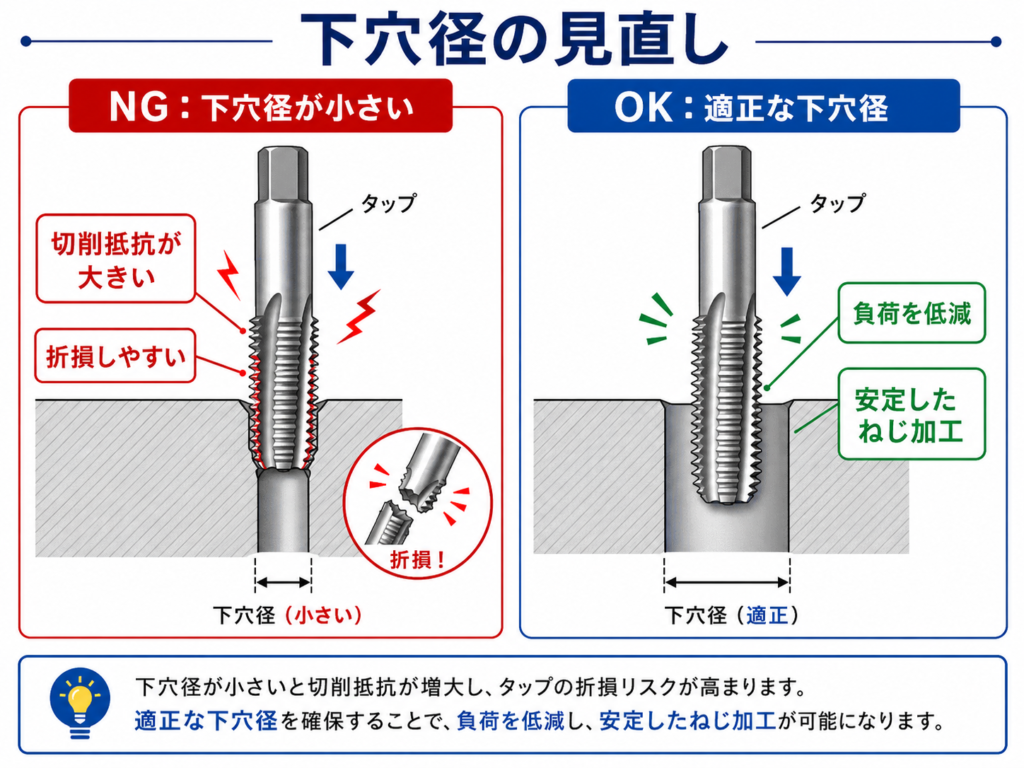
タップ折れで最初に確認すべきなのが、下穴径です。
下穴径が小さいと、タップが削る量が増えます。
削る量が増えるということは、切削抵抗が上がるということです。
切削抵抗が上がれば、当然タップにかかるトルクも増えます。
その結果、刃欠け、焼き付き、溶着、折損につながります。
特に注意したいのは、図面や加工表に書いてある下穴径をそのまま使っているケースです。
例えば、M8×1.25なら下穴径はφ6.8というイメージが強いかもしれません。
しかし、実際にはめねじの等級や有効ねじ率の考え方によって、許容される下穴径には幅があります。
必要以上にねじ山を高くしようとすると、タップ加工の負荷は大きくなります。
強度上問題がない範囲で、下穴径を少し大きくするだけでも、切削抵抗と切粉量は下がります。
対策
- ねじ等級に対して下穴径が適正か確認する
- 必要以上に小さい下穴にしていないか確認する
- 下穴径を実測する
- ドリル摩耗による穴径変化を確認する
- 下穴の真円度、曲がり、入口のバリを確認する
- 止まり穴では、ねじ深さに対して十分な下穴深さを確保する
下穴径は「表の数字を使えば終わり」ではありません。
加工する材質、ねじ深さ、タップ種類、求めるねじ精度に合わせて調整する必要があります。
原因2:切粉が詰まっている
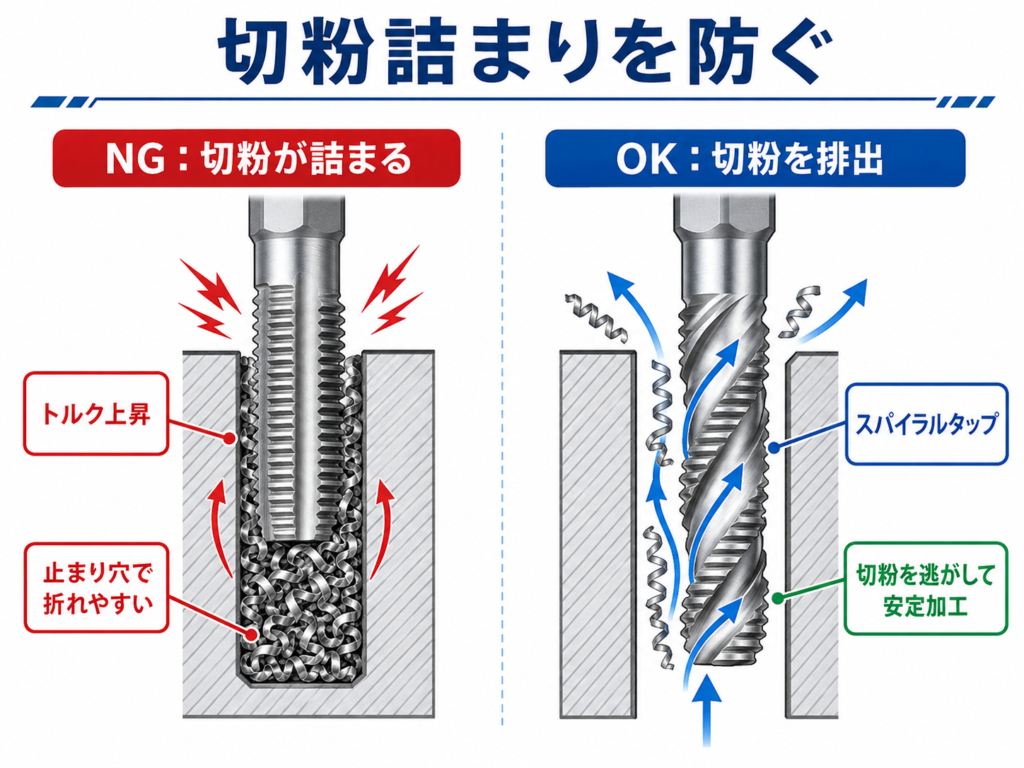
タップ折れの大きな原因が、切粉詰まりです。
タップ加工では、発生した切粉がタップの溝を通って排出されます。
この排出がうまくいかないと、切粉がタップに絡みます。
切粉が絡んだまま加工を続けると、タップの溝が切粉で埋まり、切削油も刃先まで届きにくくなります。
その状態でタップが進むと、トルクが急上昇して折損します。
特に注意が必要なのは、粘い材料です。
ステンレス、アルミ、軟鋼、銅系材料などは、切粉が長くつながりやすく、タップに巻き付きやすい傾向があります。
また、止まり穴でスパイラルタップを使う場合でも、切粉が必ずきれいに上がってくるとは限りません。
切粉の形状、切削油、下穴深さ、タップの溝形状が合っていなければ、詰まりは発生します。
対策
- 止まり穴には基本的にスパイラルタップを使う
- 通り穴にはポイントタップを使う
- 材質に合ったタップを選ぶ
- 切粉が長くつながる場合は、タップ種類や切削条件を見直す
- 下穴深さに余裕を持たせる
- エアブローやクーラントで切粉を残さない
- 深いねじでは一気に加工せず、条件や工具を再検討する
現場では、加工後の切粉を見ることが重要です。
短く分断されているのか。
長く絡んでいるのか。
タップに巻き付いているのか。
穴の奥に残っているのか。
切粉の状態を見るだけでも、折損リスクの原因がかなり見えてきます。
原因3:タップの種類が合っていない
タップには種類があります。
代表的なものは、以下のようなタップです。
- ハンドタップ
- スパイラルタップ
- ポイントタップ
- ロールタップ
- 管用タップ
- 高硬度材用タップ
- 難削材用タップ
この選定を間違えると、折損リスクが高くなります。
例えば、止まり穴なのに切粉を前方へ押し出すポイントタップを使うと、穴の奥で切粉が詰まります。
反対に、通り穴でスパイラルタップを使うと、切粉を上に引き上げるため、条件によっては切粉絡みが発生しやすくなります。
また、ステンレスや高硬度材など、加工しにくい材料に一般鋼用のタップを使うと、刃先の負担が大きくなります。
タップは「サイズが合っているから使える」ではなく、材料、穴形状、ねじ深さ、機械剛性に合わせて選ぶ必要があります。
対策
- 止まり穴と通り穴でタップを使い分ける
- 被削材に合ったタップを選ぶ
- ねじ深さに合ったタップを選ぶ
- 高硬度材、ステンレス、アルミなどは専用タップを検討する
- ロールタップを使う場合は、下穴径と材料の伸びを必ず確認する
特に量産では、タップの選定を固定する前に、折損だけでなく、切粉状態、ねじ精度、工具寿命まで確認した方が安全です。
原因4:タップホルダーが合っていない
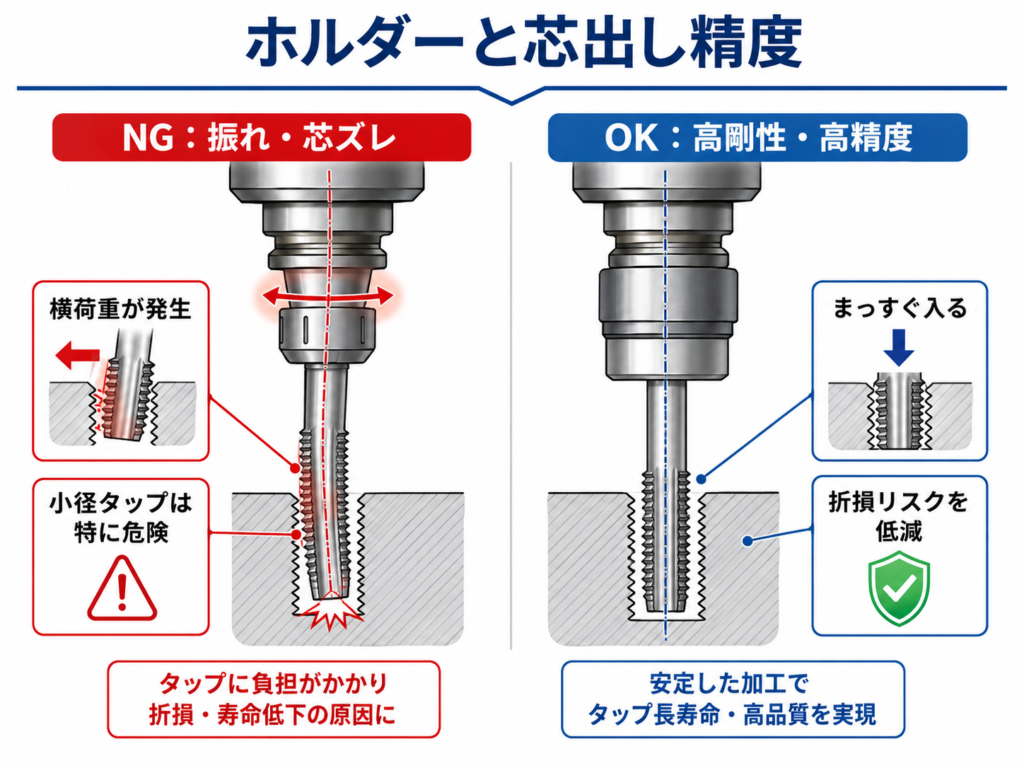
タップ加工では、ホルダーも重要です。
タップは回転と送りが同期していないと、軸方向に無理な力がかかります。
送りが合わなければ、タップが引っ張られたり、押し込まれたりします。
このわずかなズレが、折損やねじ不良の原因になります。
マシニングセンタでタップ加工をする場合、主に以下のような方式があります。
- リジッドタップ
- フロート付きタップホルダー
- トルクリミッター付きタップホルダー
- シンクロタップホルダー
最近のマシニングセンタではリジッドタップが一般的ですが、だからといって何でも剛性固定でよいわけではありません。
機械側の同期精度、主軸の状態、ホルダーの振れ、タップの突き出し、下穴の位置ズレなどによって、タップには想像以上に負荷がかかります。
特に小径タップでは、わずかな芯ズレでも折損につながります。
対策
- ホルダーの振れを確認する
- タップの突き出しを必要以上に長くしない
- リジッドタップ条件が機械に合っているか確認する
- 小径タップではシンクロタップホルダーも検討する
- 折損リスクが高い加工ではトルクリミッター付きホルダーを検討する
- タップコレットやチャック部の摩耗を確認する
タップが折れるとき、工具や条件ばかり見てしまいがちです。
しかし、ホルダーの振れや保持状態が原因になっていることも少なくありません。
原因5:切削油が合っていない
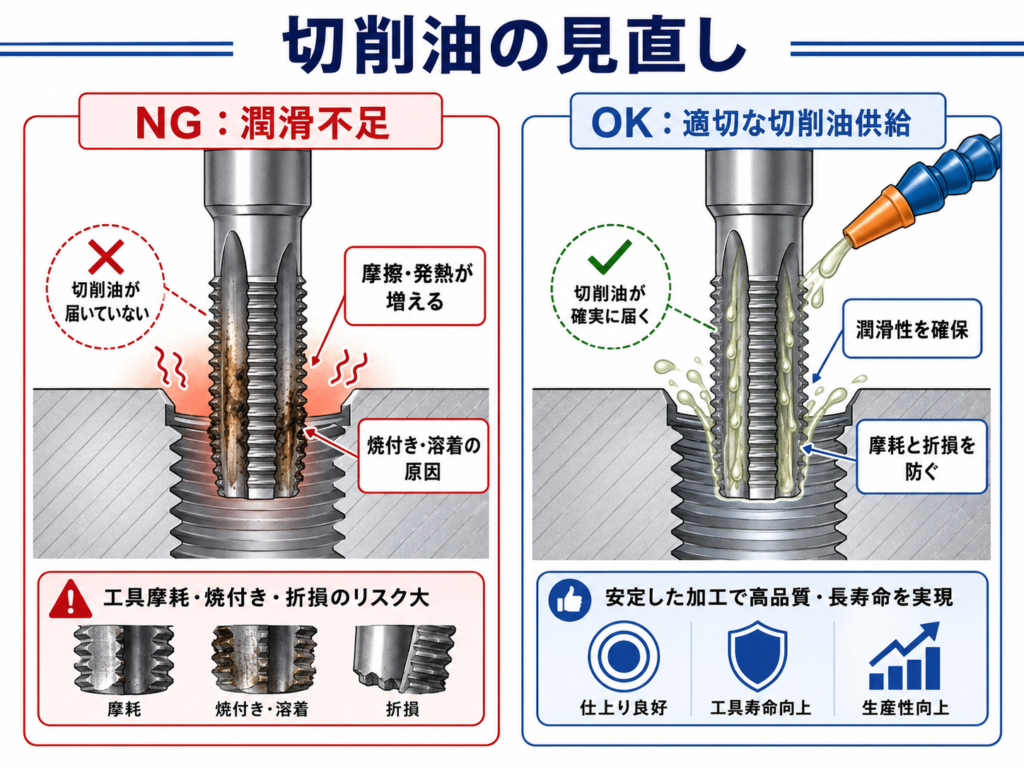
タップ加工では、切削油の役割が非常に大きいです。
タップは穴の中で加工するため、刃先に油が届きにくい加工です。
潤滑が不足すると、摩擦が増え、切削抵抗が上がります。
さらに、切粉が刃にこびりつきやすくなり、溶着や焼き付きが発生します。
その結果、タップが急に重くなり、折損します。
水溶性クーラントを使っている場合でも、濃度が低すぎると潤滑性が不足することがあります。
特にステンレス、アルミ、深穴、止まり穴、小径タップでは、切削油の影響が大きく出ます。
対策
- クーラント濃度を確認する
- タップ加工に適した潤滑性の高い切削油を使う
- 必要に応じてタッピングペーストや不水溶性油を検討する
- センタースルー対応工具を検討する
- 刃先に油が届いているか確認する
- 腐敗や劣化したクーラントを使い続けない
タップ加工では「油がかかっている」だけでは不十分です。
刃先に届いているか。
潤滑性が足りているか。
切粉を流せているか。
この3つを確認する必要があります。
原因6:切削速度が合っていない
タップ加工では、切削速度も重要です。
切削速度が速すぎると、発熱が増え、溶着や焼き付きが起きやすくなります。
特にステンレスやアルミでは、条件が合わないと一気にトラブルが出ます。
逆に、遅すぎても切れ味が悪くなり、むしれや切粉不良が出る場合があります。
タップ加工では、材料とタップの種類に合った回転数を設定することが重要です。
また、NCプログラムではピッチと送りの関係も必ず確認します。
例えば、M8×1.25のタップであれば、1回転あたり1.25mm進む必要があります。
回転数と送りが合っていなければ、タップに無理な力がかかります。
対策
- メーカー推奨条件を確認する
- 材質に対して速度が高すぎないか確認する
- ピッチと送りが合っているか確認する
- リジッドタップの同期設定を確認する
- 小径タップや深穴では安全側の条件から始める
タップ加工では、速く回せば能率が上がるとは限りません。
折れたタップを除去する時間を考えれば、安定条件を優先した方が結果的に早いことも多いです。
原因7:下穴の深さが足りない
止まり穴でよくあるのが、下穴深さ不足です。
図面上のねじ深さだけを見て、下穴深さに余裕がない状態で加工すると、タップ先端や切粉の逃げ場が足りなくなります。
タップには食付き部があります。
完全ねじ部を必要深さまで確保するには、ねじ深さよりも深い下穴が必要です。
さらに、止まり穴では切粉が奥にたまりやすいため、切粉逃げ分も考える必要があります。
対策
- 有効ねじ深さだけでなく、下穴深さを確認する
- タップの食付き長さを確認する
- 止まり穴では切粉逃げ分を確保する
- 穴底に切粉が残っていないか確認する
- 必要に応じて底刃に近いタップや専用タップを検討する
「ねじ深さ10mmだから下穴も10mmでよい」という考え方は危険です。
タップ形状と切粉逃げを含めて、下穴深さを決める必要があります。
原因8:タップが摩耗している
タップは摩耗すると切れ味が落ちます。
切れ味が落ちたタップは、切るというより押しつぶすような加工になります。
その結果、トルクが増え、面粗さやねじ精度も悪くなります。
摩耗したタップを使い続けると、あるタイミングで突然折れます。
特に怖いのは、見た目ではまだ使えそうに見えるタップです。
外観だけでは判断しにくいため、加工数、トルク変化、ねじゲージの入り方、切粉状態などで管理する必要があります。
対策
- タップの使用回数を管理する
- 切粉形状の変化を見る
- ねじゲージの入り方を確認する
- 加工音の変化を確認する
- 折れるまで使わず、交換基準を決める
工具費を惜しんでタップを使い続けると、ワーク不良や除去作業で大きな損失になります。
タップは消耗品として、早めの交換基準を持つことが大切です。
タップが折れたときに確認する順番
タップが折れたときは、原因を一つずつ切り分ける必要があります。
おすすめの確認順は以下です。
- 下穴径は適正か
- 下穴深さは足りているか
- 切粉が詰まっていないか
- タップ種類は穴形状に合っているか
- 被削材に合ったタップか
- 切削油は十分か
- ホルダーの振れや保持状態は問題ないか
- 回転数と送りは合っているか
- タップは摩耗していないか
- 下穴の曲がりや位置ズレはないか
この順番で確認すると、原因を見つけやすくなります。
いきなり切削条件だけを変えるのではなく、下穴、切粉、工具、ホルダー、油の順に見直すのが現場では有効です。
現場でできるタップ折損対策チェックリスト
最後に、タップ加工前のチェックリストをまとめます。
下穴
- 下穴径はねじ等級に対して適正か
- 必要以上に小さくしていないか
- ドリル摩耗で穴径が変わっていないか
- 下穴深さは十分か
- 穴の曲がりや真円度に問題はないか
切粉
- 切粉が長く絡んでいないか
- タップ溝に切粉が詰まっていないか
- 止まり穴で切粉逃げが確保されているか
- 加工後に穴の中へ切粉が残っていないか
タップ
- 止まり穴、通り穴に合ったタップか
- 被削材に合ったタップか
- 摩耗していないか
- コーティングや刃形が材料に合っているか
ホルダー
- 振れが大きくないか
- 突き出しが長すぎないか
- リジッドタップの同期に問題はないか
- 小径タップに対して保持が強すぎないか
- 必要に応じてシンクロタップホルダーやトルクリミッターを検討しているか
切削油
- クーラント濃度は適正か
- 潤滑性は足りているか
- 刃先に油が届いているか
- 材料に合った切削油を使っているか
- クーラントが劣化していないか
条件
- 回転数は適正か
- ピッチと送りが合っているか
- 深穴や小径タップで無理な条件になっていないか
- メーカー推奨条件を確認しているか
まとめ
タップ加工で折れる原因は、単純ではありません。
しかし、よくある原因はある程度決まっています。
特に重要なのは、以下の4つです。
- 下穴径
- 切粉処理
- タップホルダー
- 切削油
この4つを見直すだけでも、タップ折損のリスクは大きく下げられます。
タップ加工は、小さな加工に見えて、実は非常にシビアな加工です。
穴径が少し小さい、切粉が少し詰まる、油が少し足りない、ホルダーが少し振れる。
その「少し」が重なると、タップは簡単に折れます。
折れてから対策するのではなく、折れる前に確認する。
これが、タップ加工を安定させる一番の近道です。

