

5Sというと、多くの人が最初に思い浮かべるのは工具棚の整理、床の清掃、不要品の処分だと思います。
もちろん、それは大事です。
工具が見つからない。
測定具が返却されていない。
同じエンドミルを何本も重複購入している。
古い図面で加工してしまう。
こうしたムダを減らすだけでも、現場はかなり楽になります。
しかし、切削加工の現場で本当に利益に効く5Sは、そこから先です。
これからの5Sは、工具棚だけでは不十分です。
CAMデータ、工具データ、NCデータ、加工条件、段取り情報まで含めて整理すること。
ここまでやって、ようやく「儲かる5S」になります。
今回は、5Sの続編として、CAM活用と工具DB構築をテーマに解説します。
- 5Sが止まりやすい理由は「見える物」しか整理していないから
- データが散らかると、現場は毎回「初回品加工」になる
- CAM活用の5Sとは何か
- 工具DBを作る目的は「工具を登録すること」ではない
- 最初から完璧な工具DBを作ろうとしない
- 工具IDを決めるだけで現場はかなり変わる
- CAMの工具名と現場の工具名を一致させる
- 工具DBに必ず入れたい「突き出し長」
- 工具DBは「条件表」とセットで使う
- 「前回うまくいった条件」を残すだけでも価値がある
- 工具DBとCAMテンプレートを連動させる
- NCデータも5Sの対象にする
- おすすめのフォルダ構成
- 工具DBは在庫管理にも効く
- 工具寿命の記録も、最初はざっくりでよい
- CAM担当者だけの5Sにしてはいけない
- 小さく始めるなら「リピート品10点」からでよい
- CAMと工具DBで削減できるムダ
- 工具DB構築で最初に決めるべきルール
- 管理職・経営者が見るべきKPI
- 注意点:工具DBは作って終わりではない
- 最終的には「加工標準」を作る
- まとめ:工具棚の次は、CAMと工具DBを整理する
5Sが止まりやすい理由は「見える物」しか整理していないから
現場の5Sでよくあるのが、工具棚や作業台はきれいになったのに、加工の流れはあまり変わらないというパターンです。
なぜか。
理由は簡単で、加工現場のムダは目に見える物だけではないからです。
たとえば、次のようなムダがあります。
- 以前加工したCAMデータが見つからない
- 最新のNCデータがどれか分からない
- 同じような加工条件を毎回ゼロから考えている
- 工具番号と実際の工具構成が合っていない
- ホルダ長、突き出し長、有効刃長の記録が残っていない
- 加工者ごとに工具の呼び方が違う
- CAM担当者しか分からない設定がある
- 過去に失敗した条件が共有されていない
これは、工具棚が散らかっているのと同じです。
ただし散らかっている場所が、パソコンの中、CAMの中、加工者の頭の中にあるだけです。
つまり、現代の加工現場では、物理的な5Sだけでなく、データの5Sが必要になります。
データが散らかると、現場は毎回「初回品加工」になる

多品種少量の加工では、同じ品物を毎日大量に流すわけではありません。
数か月前に加工した品物が、忘れたころに再注文される。
似たような形状だけれど、材質や寸法が少し違う。
前回はうまくいったが、誰がどの条件で加工したのか分からない。
こういう仕事が多いはずです。
このとき、CAMデータや工具情報が整理されていないと、再加工なのに実質的には初回品加工になります。
前回の工具を探す。
前回の条件を思い出す。
NCデータを確認する。
干渉がないか再確認する。
工具長を測り直す。
段取り写真を探す。
これでは、利益が残りません。
一度加工した仕事は、次回もっと楽に加工できる状態にしておくべきです。
この「次回を楽にする仕組み」が、CAMと工具DBを使った5Sです。
CAM活用の5Sとは何か
CAM活用の5Sとは、単にCAMでNCプログラムを作ることではありません。
重要なのは、CAMを加工ノウハウの保管場所として使うことです。
CAMには、次のような情報を残せます。
- 使用工具
- 工具径
- 刃長
- 突き出し長
- ホルダ形状
- 回転数
- 送り速度
- 切込み量
- 仕上げ代
- 加工順序
- アプローチ方法
- 退避方法
- 干渉チェック結果
- 加工時間
- ポスト出力条件
- 加工メモ
これらを毎回きちんと残しておけば、次回同じような加工をするときに、ゼロから考える必要がなくなります。
熟練者の頭の中にある判断を、CAMデータの中に移していくイメージです。
これができると、加工の再現性が上がります。
工具DBを作る目的は「工具を登録すること」ではない
工具DBというと、工具を一覧表に登録することだと思われがちです。
しかし、それだけではあまり意味がありません。
工具DBの本当の目的は、次の3つです。
1つ目は、工具選定を速くすることです。
たとえば、SUS304の側面仕上げで使えるφ10エンドミルを探したい。
SCM440Hの荒加工で使える高送り工具を探したい。
深いポケットで突き出し80mmまで使える工具を探したい。
こういうときに、工具DBからすぐ候補を出せる状態にします。
2つ目は、加工条件を標準化することです。
同じ工具なのに、人によってSとFがバラバラ。
同じ材質なのに、毎回条件を迷う。
安全側に振りすぎて加工時間が長い。
これでは、利益が出ません。
工具DBに標準条件、実績条件、注意点を残しておけば、次回から判断が早くなります。
3つ目は、工具トラブルを減らすことです。
折れた工具、ビビった工具、仕上げ面が悪かった工具、切粉が詰まった工具。
こうした情報を残さないと、別の担当者が同じ失敗を繰り返します。
工具DBは、工具カタログではなく、現場の失敗と成功を蓄積する場所です。
最初から完璧な工具DBを作ろうとしない
工具DB構築で失敗しやすいのは、最初から完璧なデータベースを作ろうとすることです。
工具径、刃長、全長、シャンク径、コーティング、ホルダ、突き出し長、切削条件、在庫数、発注先、単価、寿命、再研可否。
全部入れようとすると、ほぼ確実に止まります。
現場で使われない工具DBになります。
最初は、かなり絞って始めた方がよいです。
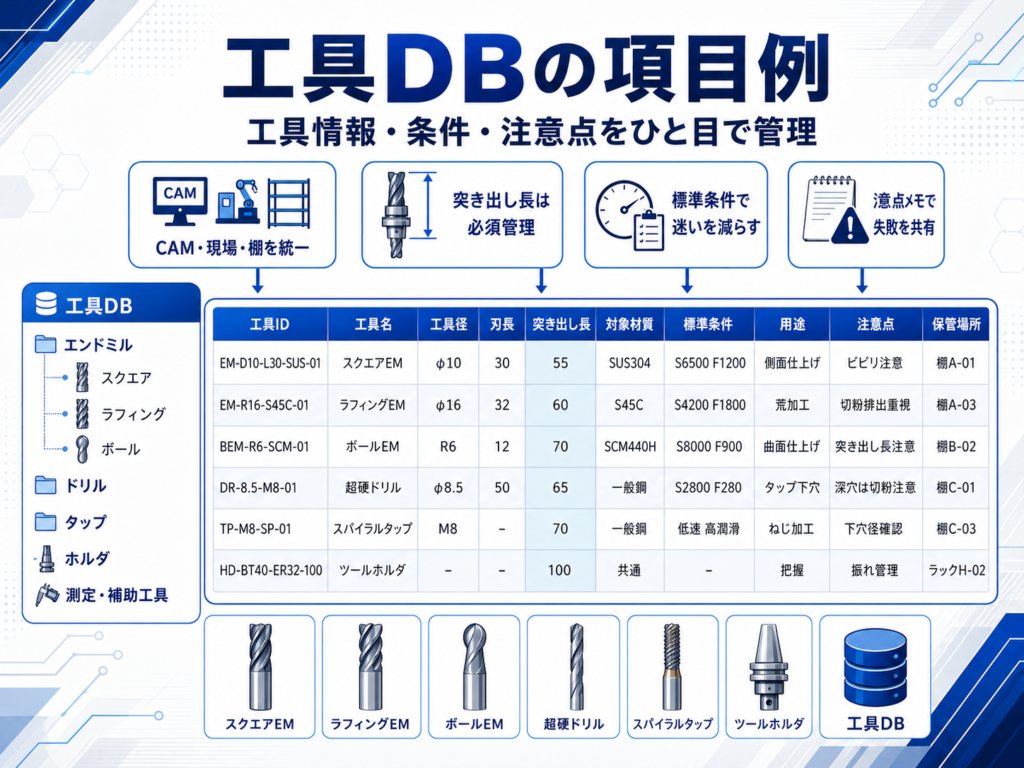
まず登録すべき項目は、次の程度で十分です。
- 工具ID
- 工具名
- 工具種類
- 工具径
- 刃長
- 有効長
- シャンク径
- ホルダ
- 標準突き出し長
- 主な対象材質
- 標準回転数
- 標準送り
- 標準切込み
- 使用用途
- 注意点
- CAM登録名
- 現物保管場所
このくらいであれば、現場でも運用できます。
大切なのは、登録項目の多さではありません。
探せること、使えること、次回の加工に役立つこと。
ここを外すと、工具DBはただの管理表になります。
工具IDを決めるだけで現場はかなり変わる
工具DBを作るなら、まず工具IDを決めるべきです。
現場では、同じ工具を人によって違う呼び方で呼ぶことがあります。
「φ10の超硬」
「10ミリの4枚刃」
「SUSで使うやつ」
「前にビビらなかったエンドミル」
これでは、CAMにも手順書にも正しく残せません。
工具IDを決めると、情報がつながります。
たとえば、次のようにします。
- EM-D10-L30-SUS-01
- DR-D6.8-SCM-01
- TAP-M8-P1.25-SP-01
- HF-D16-S45C-01
細かいルールは会社ごとに決めればよいですが、最低限、工具種類、径、用途、材質、通し番号が分かるようにします。
工具IDが決まると、CAM、工具棚、手順書、加工条件表、NCプログラムのコメントが同じ名前でつながります。
これは非常に大きいです。
CAMの工具名と現場の工具名を一致させる
CAM内の工具名と、現場で実際に呼んでいる工具名が違うと、トラブルの原因になります。
CAMでは「D10 FLAT END MILL 4F」
現場では「φ10 SUS用」
工具棚では「10-4枚」
NCコメントでは「T12 ENDMILL」
このようにバラバラだと、確認に時間がかかります。
最悪の場合、違う工具をセットします。
工具DBを作るときは、CAMの工具名と現物管理名を一致させることが重要です。
おすすめは、CAM工具名の先頭に工具IDを入れる方法です。
例:
EM-D10-L30-SUS-01 φ10 4F SUS側面仕上げ
DR-D6.8-SCM-01 φ6.8 ドリル M8下穴 SCM用
HF-D16-S45C-01 φ16 高送り S45C荒加工
こうしておけば、CAM画面でも、段取り表でも、工具棚でも同じ名前で管理できます。
工具DBに必ず入れたい「突き出し長」
工具DBで特に重要なのが、突き出し長です。
工具径や刃長は工具カタログを見れば分かります。
しかし、実際の加工で問題になるのは、工具をどれだけ突き出して使うかです。
同じφ10エンドミルでも、突き出し30mmと80mmでは、まったく別物です。
突き出しが長くなれば、たわみやビビリが出やすくなります。
仕上げ面も悪くなります。
壁面が逃げて、寸法も出にくくなります。
工具寿命も落ちます。
そのため、工具DBには標準突き出し長を必ず入れるべきです。
さらに可能であれば、次のように使い分けます。
- 標準突き出し長
- 最大許容突き出し長
- 実績のある突き出し長
- 使用禁止に近い危険突き出し長
ここまで残しておくと、CAM担当者が無理な工具設定をしにくくなります。
これは加工不良の予防に直結します。
工具DBは「条件表」とセットで使う
工具DBに工具形状だけ登録しても、効果は限定的です。
利益に効かせるには、加工条件とセットにする必要があります。
たとえば、φ10エンドミルを登録する場合、次のように条件を分けます。
- S45C 荒加工
- S45C 仕上げ
- SCM440H 荒加工
- SCM440H 仕上げ
- SUS304 側面仕上げ
- A5052 高能率加工
同じ工具でも、材質や加工目的によって条件は変わります。
そのため、工具DBには「工具そのものの情報」と「使い方の情報」を分けて管理するとよいです。
工具情報は固定情報です。
- 工具径
- 刃長
- 全長
- シャンク径
- コーナR
- 刃数
- ホルダ
- 突き出し
使い方の情報は実績情報です。
- 材質
- 加工目的
- 回転数
- 送り
- ae
- ap
- クーラント
- 結果
- 注意点
この2つを分けておくと、工具を変えたときも条件を引き継ぎやすくなります。
「前回うまくいった条件」を残すだけでも価値がある
工具DBというと難しく聞こえますが、最初は簡単で構いません。
まずは、前回うまくいった条件を残すだけで十分です。
たとえば、次のようなメモです。
- SCM440H、φ10、4枚刃、側面仕上げ、S6500、F1200、ae0.2、ap20、面良好
- SUS304、φ8、荒加工、S4200、F700、ae1.0、ap8、切粉長め、エア追加で改善
- A5052、φ12、ポケット荒、S12000、F3500、ae3.0、ap10、溶着なし、クーラント多め
これだけでも、次回の加工はかなり楽になります。
現場で本当に欲しいのは、理論上の標準条件だけではありません。
この機械で、このホルダで、この突き出しで、この材料を削ったときにどうだったか。
この実績情報こそ、会社のノウハウです。
工具DBとCAMテンプレートを連動させる
工具DBができてくると、次に効いてくるのがCAMテンプレートです。
よく使う加工をテンプレート化しておけば、作業が早くなります。
たとえば、次のようなテンプレートです。
- アルミ平面荒加工
- アルミ側面仕上げ
- 鉄系荒加工
- SCM440H側面仕上げ
- SUSポケット荒加工
- 深ポケット荒加工
- 座繰り穴加工
- タップ下穴加工
- 面取り加工
テンプレートには、工具、条件、仕上げ代、退避方法、アプローチ、リードイン、リードアウトを設定しておきます。
毎回ゼロから加工パスを作るのではなく、標準パターンから始める。
これがCAM活用の大きなメリットです。
ただし、テンプレートを使う場合も注意が必要です。
ワーク形状、材質、剛性、クランプ状態、工具突き出しが違えば、同じ条件で通用しないことがあります。
テンプレートは考えなくてよい仕組みではなく、考えるスタート地点を高くする仕組みです。
NCデータも5Sの対象にする
CAMと工具DBを整備しても、NCデータが散らかっていれば意味がありません。
よくあるのが、次のようなファイル名です。
- TEST.nc
- 1234.nc
- 1234_new.nc
- 1234_new2.nc
- 1234_ok.nc
- 1234_last.nc
- 1234_最終.nc
- 1234_本当の最終.nc
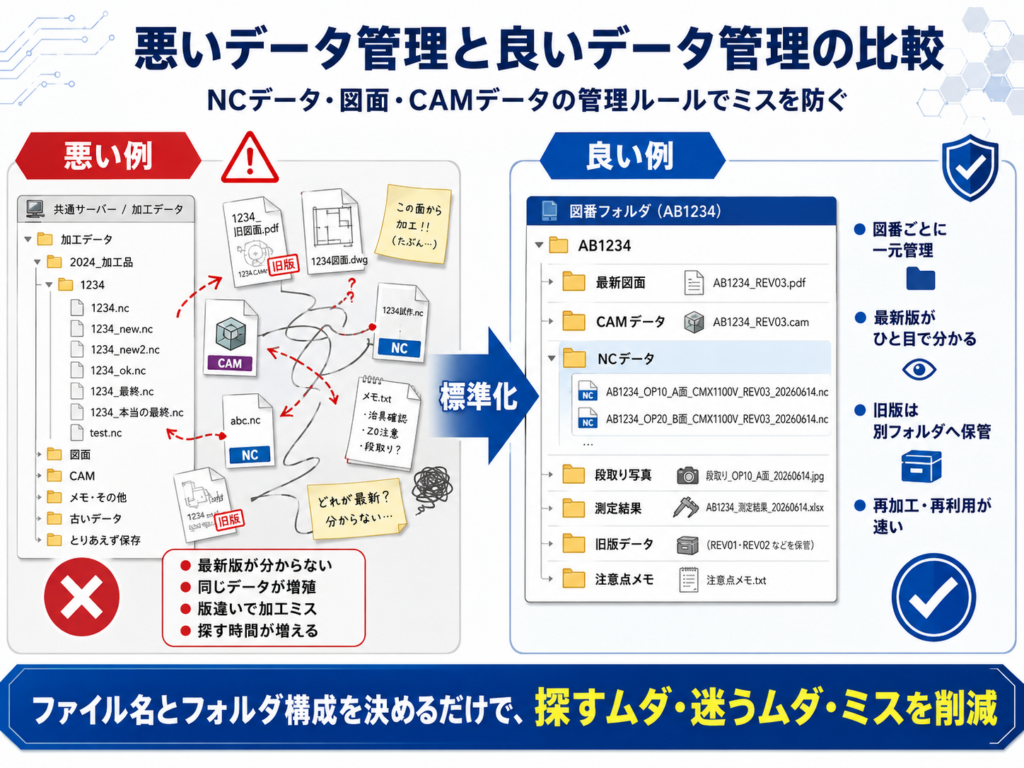
これは危険です。
どれが最新か分からないNCデータは、不良の原因になります。
NCデータのファイル名には、最低限次の情報を入れるべきです。
- 図番
- 工程番号
- 加工面
- 機械名
- 改訂番号
- 日付
例:
AB1234_OP10_Amen_CMX1100V_REV03_20260614.nc
ここまで入れておくと、少なくともファイルを見ただけで内容が分かります。
さらに、旧版データは必ず旧版フォルダに移動します。
最新版と旧版が同じ場所にある状態は危険です。
おすすめのフォルダ構成
データ5Sを進めるなら、図番ごとにフォルダを作るのがおすすめです。
例:
図番フォルダ
├ 最新図面
├ CAMデータ
├ NCデータ
├ 段取り写真
├ 測定結果
├ 工具リスト
├ 旧版データ
└ 注意点メモ
この形にしておくと、再加工時に必要な情報が一か所に集まります。
特に重要なのは、段取り写真と注意点メモです。
段取り写真には、次のような情報を残します。
- ワークの向き
- バイス位置
- クランプ位置
- 口金
- 敷板
- 当て板
- 原点位置
- 干渉しやすい場所
- 工具突き出し
- 測定位置
注意点メモには、次のような内容を残します。
- 前回ビビリが出た場所
- 切粉が詰まりやすい場所
- 仕上げ代を残した理由
- 寸法が逃げやすい箇所
- クランプで変形しやすい方向
- 加工後に反りが出た箇所
- 表面処理前に注意する寸法
こういう情報は、図面には書かれていません。
しかし、次回加工では非常に役に立ちます。
工具DBは在庫管理にも効く
工具DBを整備すると、工具の重複購入も減らせます。
現場では、同じような工具を何本も買ってしまうことがあります。
理由は、在庫が分からないからです。
工具棚にあるのに見つからない。
誰かが個人管理している。
CAMには登録されているが現物がない。
現物はあるが、どの加工で使う工具か分からない。
こうなると、とりあえず発注になります。
工具費は、知らないうちに利益を削ります。
工具DBに保管場所と在庫状態を入れておけば、重複購入を減らせます。
最初から完全な在庫管理システムを作る必要はありません。
まずは、よく使う工具だけで十分です。
- 常備工具
- 高額工具
- 納期が長い工具
- 特定リピート品専用工具
- 代替が効かない工具
このあたりから登録すると効果が出やすいです。
工具寿命の記録も、最初はざっくりでよい
工具寿命管理も重要ですが、最初から厳密にやろうとすると続きません。
最初は、ざっくりで構いません。
- 新品
- まだ使える
- 仕上げ不可
- 荒加工専用
- 廃棄
- 再研待ち
この程度でも、現場ではかなり使えます。
特に重要なのは、仕上げ用工具と荒加工落ち工具を分けることです。
仕上げで使えなくなった工具を、荒加工や面取り用に回す。
これはよくある運用ですが、管理されていないと、劣化工具が仕上げに戻ってきます。
工具DBに状態を残すことで、こうした事故を減らせます。
CAM担当者だけの5Sにしてはいけない
CAMと工具DBの標準化は、CAM担当者だけで進めると失敗しやすいです。
理由は、現場で使われないデータになるからです。
実際に工具をセットする人。
加工条件を調整する人。
測定する人。
不具合を見つける人。
こうした人たちの情報が入らないと、工具DBは机上の管理表になります。
工具DBは、現場とCAMの共通言語にするべきです。
たとえば、加工者が次のようなメモを残せる仕組みにします。
- この条件だとビビリが出た
- エアを追加したら切粉詰まりが改善した
- 突き出しを10mm短くしたら面が良くなった
- 仕上げ代0.2では逃げが残った
- このホルダだと干渉する
- この工具は新品時だけ仕上げに使える
こういう情報が残ると、CAM担当者の判断精度も上がります。
小さく始めるなら「リピート品10点」からでよい
CAM活用と工具DB構築は、いきなり全社展開しなくてよいです。
最初はリピート品10点から始めるのがおすすめです。
選ぶ基準は、次のような品物です。
- 年に数回リピートする
- 段取りに時間がかかる
- 使う工具が多い
- 加工者によって結果が変わりやすい
- 過去に不良や手直しが出た
- CAMデータを探すのに時間がかかる
- 工具選定で毎回迷う
このような品物で、図番フォルダ、CAMデータ、NCデータ、工具リスト、段取り写真、測定結果、注意点メモを整理します。
10点やるだけでも、かなり問題が見えてきます。
そして、そのルールを次の品物に展開します。
5Sは、最初から全体をきれいにする活動ではありません。
儲かる場所から整える活動です。
CAMと工具DBで削減できるムダ
CAMと工具DBを整備すると、次のムダを削減できます。
1. 探すムダ
工具、NCデータ、CAMデータ、条件表、段取り写真を探す時間が減ります。
2. 迷うムダ
どの工具を使うか、どの条件から始めるか、どのデータが最新版かで迷わなくなります。
3. 作り直すムダ
過去に作ったCAMデータや加工条件を再利用できるため、毎回ゼロから作る必要がなくなります。
4. 確認するムダ
工具ID、NCデータ名、段取り表が一致していれば、確認作業が速くなります。
5. 失敗を繰り返すムダ
過去の失敗条件や注意点を残すことで、同じ失敗を防げます。
6. 属人化のムダ
特定の人しか分からない加工ノウハウを、チームで使える情報に変えられます。
工具DB構築で最初に決めるべきルール
工具DBを始める前に、最低限次のルールを決めておきます。
1. 工具IDのルール
工具種類、径、用途、材質、番号をどう表すか決めます。
2. CAM工具名のルール
工具IDを先頭に入れるなど、検索しやすい名前にします。
3. 保管場所のルール
工具棚、ホルダラック、専用工具置場など、現物の場所を明確にします。
4. 条件登録のルール
誰が、どのタイミングで、どの条件を実績として残すか決めます。
5. 旧版データのルール
古いNCデータやCAMデータをどこに移すか決めます。
6. 修正履歴のルール
条件変更、工具変更、ポスト変更、図面改訂があった場合に記録します。
このルールがないと、工具DBもCAMデータもすぐに散らかります。
管理職・経営者が見るべきKPI
CAM活用と工具DB構築は、現場任せにしてはいけません。
効果を見るためには、KPIを決めるべきです。
おすすめのKPIは次の通りです。
- CAMデータ探索時間
- NCデータ版違い件数
- 工具探索時間
- 工具重複購入件数
- 段取り遅れ件数
- 工具登録件数
- 実績条件登録件数
- リピート品の段取り時間
- 加工不良の再発件数
- 工具不足による作業停止件数
この中でも、最初に見るべきなのは「探し物時間」と「版違い件数」です。
ここは改善効果が分かりやすいです。
探す時間が減れば、現場はすぐに楽になります。
版違いが減れば、不良リスクも下がります。
注意点:工具DBは作って終わりではない
工具DBは、一度作れば終わりではありません。
工具は入れ替わります。
条件も変わります。
機械も変わります。
加工方法も進化します。
そのため、工具DBには更新ルールが必要です。
おすすめは、月1回の見直しです。
- 使っていない工具を削除する
- 新しく使った工具を登録する
- 条件が変わった工具を更新する
- 廃棄工具を反映する
- CAM側の工具名と現物名を確認する
- リピート品の注意点を追加する
この作業を誰がやるかも決めておきます。
工具管理担当、CAM担当、加工リーダーが一緒に確認するのが理想です。
最終的には「加工標準」を作る
CAMと工具DBの整備を進めていくと、最終的には加工標準が作れるようになります。
たとえば、次のような標準です。
- 材質別の標準工具
- 材質別の標準条件
- 荒加工の標準パターン
- 仕上げの標準パターン
- 穴加工の標準手順
- 面取りの標準手順
- 深ポケット加工の注意点
- 薄物加工のクランプ注意点
- 熱処理材加工の仕上げ代ルール
- 表面処理前寸法の管理ルール
ここまで来ると、5Sは単なる整理整頓ではなくなります。
加工技術の標準化になります。
そして、標準化できた現場は強いです。
新人にも教えやすい。
リピート品の立ち上げが速い。
見積もり精度も上がる。
工具費も読める。
不良の再発も減る。
加工ノウハウが会社に残る。
これが、儲かる5Sの本当の狙いです。
まとめ:工具棚の次は、CAMと工具DBを整理する
5Sは、工具棚をきれいにするだけでは終わりません。
切削加工の現場で利益に効かせるなら、CAMデータ、工具DB、NCデータ、段取り情報まで整理する必要があります。
特に多品種少量の現場では、毎回ゼロから考えている時間が大きなムダになります。
一度加工した仕事を、次回もっと楽に、もっと安全に、もっと速く加工できる状態にする。
そのために必要なのが、CAM活用と工具DB構築です。
最初から完璧な仕組みを作る必要はありません。
まずは、リピート品10点からで十分です。
図番フォルダを作る。
CAMデータを整理する。
NCデータの最新版を明確にする。
工具IDを決める。
工具DBに実績条件を残す。
段取り写真と注意点メモを保存する。
これだけでも、現場は確実に変わります。
儲かる5Sとは、きれいな現場を作ることではありません。
次の加工を楽にする仕組みを作ることです。
工具棚の5Sができたら、次はCAMと工具DBの5Sに進むべきです。



