

加工現場で5Sというと、どうしても「掃除」「片付け」「見た目をきれいにする活動」と思われがちです。
もちろん、整理・整頓・清掃は大事です。
しかし、加工現場で本当に利益を残すためには、5Sを単なる美化活動で終わらせてはいけません。
5Sは、現場のムダを見える化し、標準化し、再現性を高めるための土台です。
特に切削加工の現場では、利益を削っている原因の多くが、次のような「見えにくいムダ」にあります。
- 工具を探す時間
- 前回条件を探す時間
- 古いNCデータを使ってしまうリスク
- 同じ工具を重複購入するムダ
- 段取り方法が人によって違うばらつき
- 加工条件のノウハウが個人の頭の中だけにある状態
- 不良や工具折損の原因が記録されない状態
このようなムダは、床をきれいにするだけでは消えません。
必要なのは、標準化・工具管理・データ管理をつなげて、利益が残る仕組みにすることです。
この記事では、これまでの5Sシリーズの続編として、加工現場で利益を残すための標準化、工具管理、データ管理の考え方を解説します。
5Sは「きれいにする活動」ではなく「利益を守る活動」
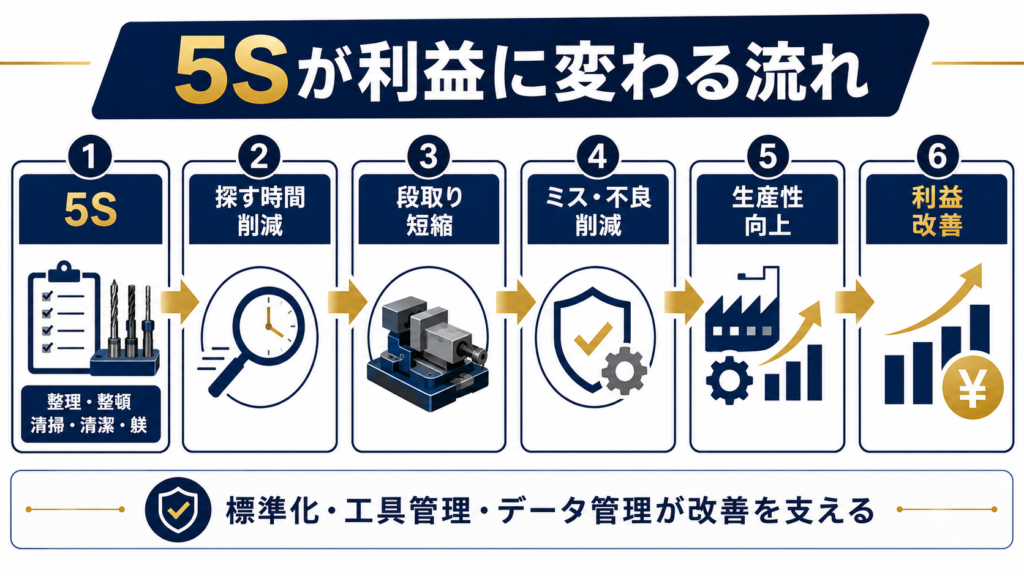
5Sの目的は、現場をきれいに見せることではありません。
本来の目的は、必要なものがすぐ分かり、必要な情報にすぐアクセスでき、誰が作業しても同じ品質を出せる状態を作ることです。
つまり、加工現場における5Sは、次のように考えるべきです。
5S = 探す時間・迷う時間・やり直す時間を減らす仕組み
加工現場では、1個の工具、1枚の図面、1つのNCプログラム、1枚の段取り写真が利益に直結します。
たとえば、前回加工時にうまくいった条件が残っていなければ、次回もまた同じ確認から始まります。
工具突き出し、ホルダ、切込み、送り、クーラントの当て方、クランプ位置。これらを毎回思い出しながら加工している状態は、見た目がきれいでも利益は残りにくいです。
5Sを本当に利益につなげるなら、整理整頓の対象を「物」だけでなく、「情報」と「判断基準」まで広げる必要があります。
利益が残らない現場で起きていること
利益が残りにくい加工現場では、共通して次のようなことが起きています。
工具があるのに買ってしまう
工具棚を探しても見つからない。
在庫数が分からない。
誰かの工具箱に入っている。
過去に買った特殊工具の存在を知らない。
その結果、実は社内にある工具をまた購入してしまいます。
工具費は、1本ずつ見ると小さく見えるかもしれません。
しかし、エンドミル、ドリル、タップ、チップ、ホルダ、コレット、焼きばめホルダまで含めると、年間ではかなり大きな金額になります。
しかも問題は購入費だけではありません。
探す時間、発注する時間、納期を待つ時間、代替工具で条件を作り直す時間もすべてコストです。
前回の加工条件が残っていない
前回うまく加工できたはずなのに、次回また条件を探し直す。
これは非常にもったいない状態です。
切削加工では、カタログ条件だけでなく、実際の設備、ホルダ剛性、工具突き出し、ワーク形状、クランプ状態によって最適条件が変わります。
つまり、現場で見つけた「この条件なら安定する」という情報は、貴重な資産です。
ところが、その情報が個人メモや記憶だけに残っていると、次回の加工では再利用できません。
NCデータ・CAMデータ・図面の最新版が分からない
データ管理が弱い現場では、次のような不安が残ります。
- どれが最新図面か分からない
- CAMデータとNCデータの関係が分からない
- 機械に入っているNCプログラムが最新版か分からない
- 修正済みの条件がどのファイルに反映されているか分からない
- 古いデータを消すのが怖くて、似た名前のファイルが増える
この状態では、加工前の確認に時間がかかります。
さらに悪い場合、古いNCデータを使って不良を出す、図面改訂に気付かず加工する、測定結果と加工データのつながりが分からなくなる、という問題につながります。
段取りが人によって違う
同じ品番なのに、担当者によってクランプ位置、基準面、工具突き出し、初品確認の方法が違う。
この状態では、品質は安定しません。
加工結果が良かったとしても、それが偶然なのか、作業者の経験によるものなのか、標準化された方法によるものなのかが分かりません。
利益を残すためには、良い加工を「その人だからできる状態」から「誰でも再現できる状態」に変える必要があります。
利益を残す5Sは3つの管理で決まる
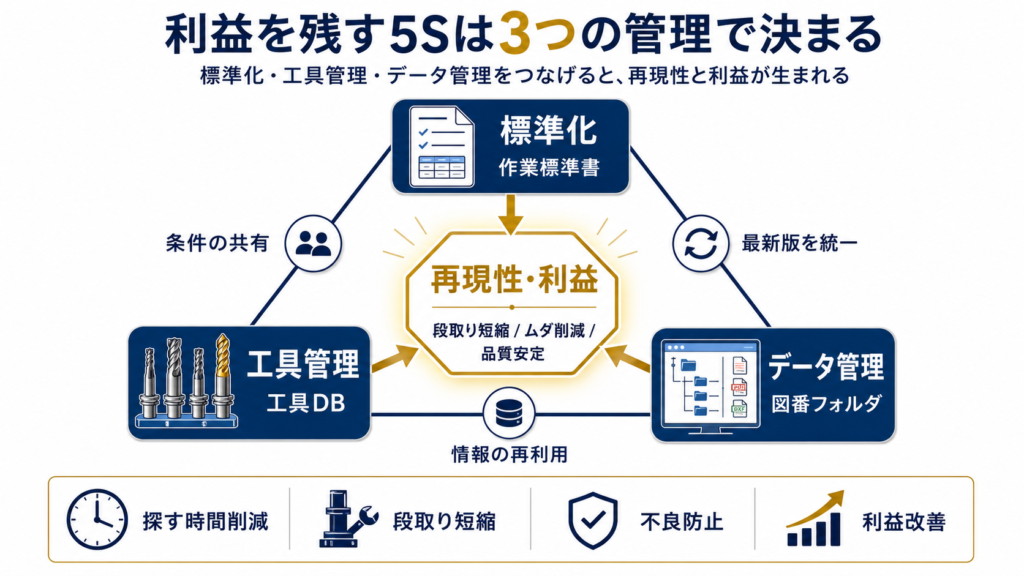
加工現場で5Sを利益につなげるには、次の3つをセットで考える必要があります。
- 標準化
- 工具管理
- データ管理
この3つは別々の活動ではありません。
標準化で作業の型を決める。
工具管理で必要な工具を迷わず使えるようにする。
データ管理でNC、CAM、測定結果、段取り情報を再利用できるようにする。
この3つがつながって初めて、5Sは利益改善の仕組みになります。
1. 標準化|作業標準書は「利益を守る型」
作業標準書は、書類を増やすためのものではありません。
加工現場における作業標準書は、利益を守るための型です。
標準書に残すべきなのは、単なる作業手順ではありません。
本当に必要なのは、品質を左右する条件と判断基準です。
たとえば、次のような内容です。
- どの面を基準にするか
- どのバイス、治具、口金を使うか
- クランプ位置はどこか
- 工具突き出し量はいくつか
- 使用工具と補正番号は何か
- 初品でどの寸法を重点確認するか
- どの状態なら加工を止めるか
- どの異常は補正で逃げずに原因確認するか
特に重要なのは、異常時の判断です。
「異常があったら確認する」では現場は止まりません。
「工具欠けを確認したら停止」「寸法が連続して一方向に動いたら、補正前に工具摩耗とクランプ状態を確認」「基準面に切粉噛みがあれば再段取り」というように、止める基準を明確にします。
標準化とは、現場を縛ることではありません。
良い加工方法を次回も再現できるようにすることです。
2. 工具管理|工具をそろえるのではなく、使い切る

工具管理というと、工具棚をきれいに並べることを想像するかもしれません。
しかし、利益を残すための工具管理で重要なのは、工具をきれいに並べることではありません。
重要なのは、必要な工具を、必要なときに、迷わず、正しい条件で使える状態にすることです。
そのためには、工具を次のように分けて管理します。
1軍工具
日常的によく使う工具です。
- 標準エンドミル
- 標準ドリル
- よく使うタップ
- 標準ホルダ
- 標準コレット
- よく使うチップ
1軍工具は、現場ですぐ使える位置に置きます。
在庫数、発注点、使用設備、用途を明確にしておくべき工具です。
2軍工具
使用頻度は低いが、特定の加工で必要になる工具です。
- 特殊径のエンドミル
- 長い突き出しが必要な工具
- 面取り専用工具
- 特定品番専用の工具
- 過去案件で使った特殊工具
2軍工具は、現場の一等地に置く必要はありません。
ただし、存在が分かるようにしておくことが重要です。
「どこかにあったはず」ではなく、工具データベースや工具リストで検索できる状態にしておきます。
廃棄候補工具
使う見込みが低い工具、状態が分からない工具、刃先が欠けている工具、型式不明の工具は、現場に残し続けると判断を迷わせます。
もちろん、高価な工具を簡単に捨てる必要はありません。
ただし、使える工具と使えない工具が混在している状態は危険です。
廃棄候補、再研磨候補、保留品を分けて、使ってよい工具と使ってはいけない工具を明確にすることが大切です。
工具管理で残すべき情報
工具管理では、工具そのものだけでなく、工具にひも付く情報を残します。
最低限、次の項目は管理したいところです。
| 管理項目 | 理由 |
|---|---|
| 工具名 | 現場で探しやすくするため |
| メーカー・型式 | 再購入、見積、代替選定のため |
| 工具径・刃長・有効長 | 加工可否と干渉確認のため |
| ホルダ形式 | 剛性、振れ、突き出し管理のため |
| 突き出し量 | びびり、面粗さ、工具寿命に影響するため |
| 使用設備 | 機械ごとの制約を明確にするため |
| 使用品番 | 過去実績を再利用するため |
| 推奨条件 | 条件出しのやり直しを防ぐため |
| 寿命・交換基準 | 折損、不良、過剰交換を防ぐため |
| 在庫数・発注点 | 欠品と過剰在庫を防ぐため |
特に重要なのは、工具径だけで管理しないことです。
同じφ10エンドミルでも、刃長、首下長、シャンク径、ホルダ、突き出し量が違えば、加工結果は変わります。
工具管理は、工具の名前を管理することではありません。
加工で使える状態を管理することです。
3. データ管理|現場のノウハウを再利用できる状態にする
デジタル5Sで最も重要なのは、ファイルをきれいに並べることではありません。
目的は、次回加工時に必要な情報へすぐたどり着けることです。
加工現場では、最低限、次のデータをひとまとまりで管理したいところです。
- 最新図面
- 旧版図面
- 3Dデータ
- CAMデータ
- NCデータ
- 工具リスト
- 段取り写真
- 作業標準書
- 測定結果
- 不具合履歴
- 改善メモ
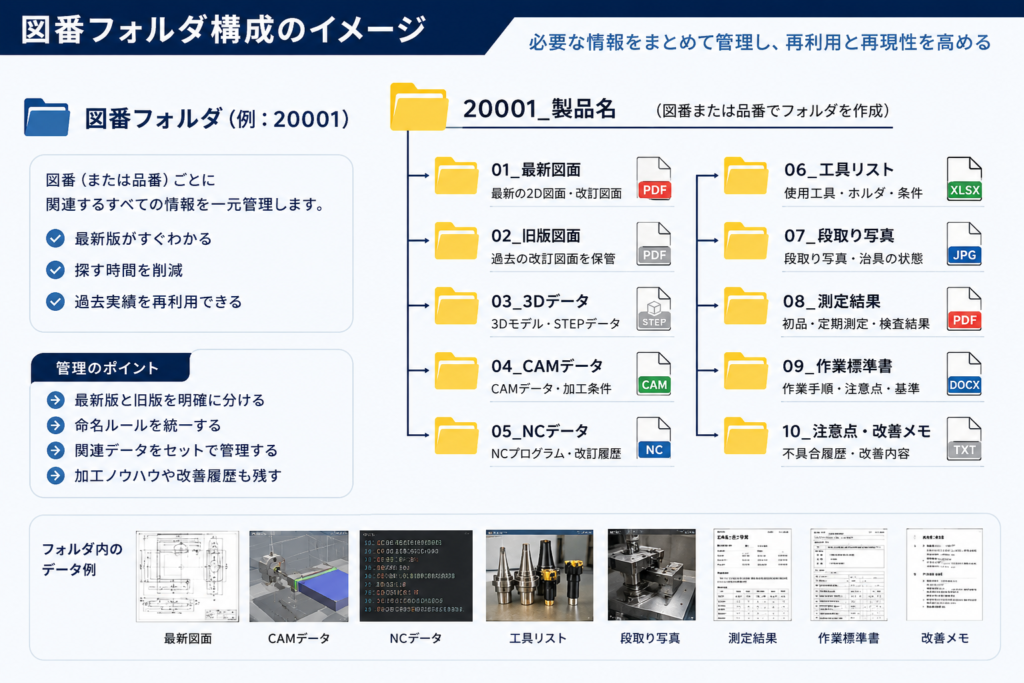
おすすめは、図番または品番ごとにフォルダを作り、その中に必要な情報をまとめる方法です。
例:
図番フォルダ
├ 最新図面
├ 旧版図面
├ 3Dデータ
├ CAMデータ
├ NCデータ
├ 工具リスト
├ 段取り写真
├ 測定結果
├ 作業標準書
└ 注意点メモ
この構成にしておくと、次回加工時に情報を探す時間が大きく減ります。
特に重要なのは、NCデータだけを単独で管理しないことです。
NCデータは、図面、CAM、工具、段取り、測定結果とセットで意味を持ちます。
NCプログラムだけ残っていても、「なぜこの条件なのか」「どの工具で使うのか」「前回どこを補正したのか」が分からなければ、再利用性は下がります。
標準化・工具管理・データ管理はつなげて初めて効果が出る
標準化、工具管理、データ管理は、それぞれ単独で行っても一定の効果はあります。
しかし、本当に利益に効くのは、この3つがつながったときです。
たとえば、ある品番を再加工する場面を考えます。
作業標準書を開く。
そこに基準面、クランプ位置、初品確認寸法が書いてある。
工具リストには、使用工具、ホルダ、突き出し量、補正番号が書いてある。
フォルダには、前回のCAMデータ、NCデータ、測定結果、改善メモが残っている。
この状態なら、作業者は迷いません。
前回と同じ加工を再現でき、必要な部分だけを改善できます。
逆に、これらがバラバラだと、次回もまたゼロから確認になります。
同じ失敗を繰り返し、同じ工具を探し、同じ条件出しを行うことになります。
利益を残す加工現場は、加工技術だけでなく、情報の再利用がうまい現場です。
利益を残すための実践ステップ
最初から全品番、全工具、全データを完璧に管理しようとすると続きません。
まずは、利益に効きやすいところから始めます。
ステップ1:代表品番を1つ選ぶ
最初は、次のような品番を選びます。
- 繰り返し受注がある品番
- 段取りに時間がかかる品番
- 工具費が高い品番
- 不良や手直しが出やすい品番
- 特定の人しか加工できない品番
- 前回条件を探すことが多い品番
いきなり全体を変えるのではなく、1品番で仕組みを作ります。
ステップ2:A4一枚の作業標準書を作る
最初から立派な標準書を作る必要はありません。
A4一枚で構いません。
入れる内容は、次の程度で十分です。
- 品番
- 工程名
- 使用設備
- 使用治具
- 基準面
- クランプ位置
- 使用工具
- 工具突き出し量
- NCプログラム番号
- 初品確認寸法
- 加工中の注意点
- 停止基準
重要なのは、現場で使われることです。
文章を増やすより、写真、図、チェック欄を入れた方が効果があります。
ステップ3:工具リストを作る
次に、その品番で使う工具リストを作ります。
工具名だけではなく、型式、ホルダ、突き出し量、補正番号、交換基準まで入れます。
特に、工具突き出し量は必ず残すべきです。
加工条件が同じでも、突き出しが変われば、びびり、面粗さ、寸法安定性、工具寿命が変わります。
ステップ4:図番フォルダを整える
図番フォルダを作り、関連データをまとめます。
このとき、重要なのは最新版が分かることです。
ファイル名には、日付、改訂番号、用途を入れると管理しやすくなります。
例:
20001_最新図面_R03.pdf
20001_CAM_荒加工_20260701
20001_NC_OP10_R03.nc
20001_工具リスト_R03.xlsx
20001_測定結果_初品_20260701.pdf
20001_段取り写真_OP10_20260701.jpg
古いデータは消さずに「旧版データ」へ移動します。
現場で一番危険なのは、最新版と旧版が同じ場所に混在している状態です。
ステップ5:改善メモを残す
加工中に気付いたことは、必ず残します。
- 工具寿命が短かった
- 切粉が絡みやすかった
- 面粗さが悪化した
- タップが重かった
- クランプ位置を変えたら安定した
- 送りを落としたらびびりが止まった
- 工具突き出しを短くしたら寸法が安定した
この改善メモが、次回の利益を作ります。
現場のノウハウは、記録されなければ資産になりません。
見るべきKPIは「片付いたか」ではなく「ムダが減ったか」

5S活動の評価を、見た目だけで判断してはいけません。
加工現場で見るべきKPIは、次のようなものです。
| KPI | 見たいこと |
|---|---|
| 工具探索時間 | 工具を探す時間が減ったか |
| 段取り時間 | 前回条件の再利用で短縮できたか |
| 工具重複購入件数 | ある工具をまた買っていないか |
| 工具欠品件数 | 必要工具の欠品で止まっていないか |
| NCデータ取り違え件数 | 古いデータ使用を防げているか |
| 初品不良件数 | 段取り・条件の再現性が上がったか |
| 工具折損件数 | 寿命管理と条件管理が効いているか |
| 標準書改訂件数 | 改善が記録されているか |
標準書改訂件数は、初期段階では多くて構いません。
むしろ、改善内容が現場に反映されている証拠です。
大事なのは、同じ失敗を繰り返さないことです。
よくある失敗
工具棚だけきれいにして終わる
工具棚がきれいでも、工具情報が管理されていなければ利益にはつながりません。
工具径、型式、突き出し量、使用品番、寿命、在庫数まで管理して初めて、工具管理は機能します。
標準書を作っても更新しない
標準書は作って終わりではありません。
工具を変えた。
NCを修正した。
クランプ方法を変えた。
測定方法を変えた。
不良が出た。
このような変更があれば、標準書も更新する必要があります。
古い標準書は、ないより危険な場合があります。
データの置き場所だけ決めて、命名ルールがない
フォルダ構成を決めても、ファイル名がバラバラでは探せません。
最低限、品番、用途、改訂番号、日付が分かる名前にします。
データ管理では、保存場所と命名ルールをセットで決めることが重要です。
完璧に作ろうとして始まらない
最初から完璧な工具データベースや標準書を作ろうとすると、途中で止まります。
まずは、よく使う品番、よく使う工具、よく発生する不具合から始めれば十分です。
利益改善は、完璧な仕組みより、使われる仕組みの方が強いです。
まとめ|5Sは利益を残すための現場システム
加工現場における5Sは、掃除や片付けだけで終わらせるにはもったいない活動です。
本当に利益を残すためには、5Sを次の3つにつなげる必要があります。
- 標準化
- 工具管理
- データ管理
標準化によって、良い作業を再現できるようにする。
工具管理によって、必要な工具を迷わず使えるようにする。
データ管理によって、前回の条件、NC、CAM、測定結果、改善内容を再利用できるようにする。
この3つがつながると、現場は大きく変わります。
探す時間が減る。
段取り時間が減る。
工具の重複購入が減る。
古いデータの使用ミスが減る。
不良や手直しが減る。
新人でも作業の流れを理解しやすくなる。
ベテランのノウハウが会社の資産として残る。
5Sは、きれいな現場を作るためだけの活動ではありません。
利益が残る加工現場を作るための仕組みです。
まずは、代表品番を1つ選び、A4一枚の標準書、工具リスト、図番フォルダ、改善メモを作るところから始めてみてください。
そこから横展開すれば、5Sは単なる活動ではなく、現場の利益を守る武器になります。
よくある質問
Q. 5Sと標準化は別の活動ではないのですか?
別々に考えられることもありますが、加工現場ではつなげて考えた方が効果が出ます。整理整頓で物の位置を決め、標準化で作業の方法を決め、データ管理で情報の置き場を決めることで、再現性のある現場になります。
Q. 工具管理はExcelでもできますか?
最初はExcelで十分です。重要なのは、最初から高機能なシステムを入れることではなく、工具名、型式、在庫数、使用品番、突き出し量、寿命、発注点を管理し始めることです。運用が定着してから、データベース化やシステム化を検討すればよいです。
Q. データ管理はどこから始めるべきですか?
まずは図番ごとのフォルダ整理から始めるのがおすすめです。最新図面、NCデータ、CAMデータ、工具リスト、段取り写真、測定結果、注意点メモを同じ図番フォルダ内にまとめるだけでも、次回加工時の探す時間を大きく減らせます。
Q. 現場が忙しくて標準書を作る時間がありません
最初から全品番を標準化する必要はありません。段取り時間が長い品番、不良が出やすい品番、繰り返し受注がある品番を1つ選び、A4一枚の簡易標準書から始めるのが現実的です。標準書作成に使った時間は、次回以降の段取り短縮とトラブル防止で回収できます。




