

人が足りない。
加工者が育たない。
残業も増やせない。
でも、仕事はある。
そんな状況で、これからの加工現場が真剣に考えるべきことがあります。
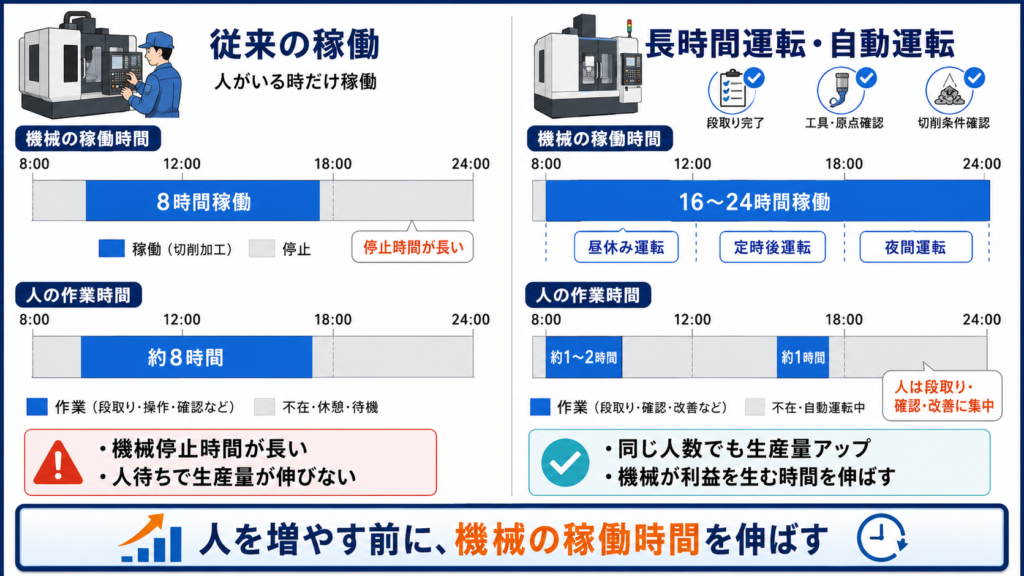
それは、マシニングセンタをできるだけ長く動かすことです。
人が8時間しか働けないなら、機械も8時間で止める。
これは一見普通のようですが、よく考えるともったいない話です。
マシニングセンタは、段取り・材料供給・工具管理・切粉処理・測定・安全確認が整っていれば、人が横に立っていなくても加工できます。
つまり、人材不足を人の根性で埋めるのではなく、機械の稼働時間でカバーするという考え方です。
もちろん、いきなり夜間無人運転を始めるのは危険です。
工具折損、切粉詰まり、クーラント不足、ワーク外れ、寸法不良、火災リスク、設備停止など、考えるべきことは多くあります。
しかし、だからといって「うちは無理」と決めつけるのも早いです。
自動運転は、特別な大企業だけの話ではありません。
まずは昼休みの1時間、定時後の2時間、帰宅前の1サイクルからでも始められます。
この記事では、マシニングセンタを長時間動かす考え方、自動運転に向く仕事・向かない仕事、最初に整えるべき準備、失敗しない始め方を現場目線で解説します。
「楽して稼ぐ」は悪いことではない
加工現場では、「楽をする」という言葉に悪い印象を持つ人もいます。
しかし、本来の改善とは、ムダな苦労を減らして、同じ人数でより多くの価値を出すことです。
人が楽をして、機械が働く。
これは怠けではありません。
むしろ、これからの加工現場では必要な考え方です。
作業者が一日中、機械の前でサイクル終了を待っている。
切粉を見て、扉を開けて、ワークを外して、また起動する。
それだけで一日が終わってしまう。
これでは、人の能力を使い切れていません。
人がやるべき仕事は、次のようなものです。
- 段取りを安定させる
- 工具寿命を見極める
- 加工条件を改善する
- 治具を考える
- 測定方法を整える
- 不良が出ない仕組みを作る
- 次の仕事を準備する
- 自動運転できる工程を増やす
反対に、機械にやらせるべき仕事は、決まった加工を、決まった条件で、安定して繰り返すことです。
人が汗をかいて稼ぐのではなく、機械を働かせて稼ぐ。
これが、これからの加工現場に必要な発想です。
マシニングセンタを止めている時間は利益を捨てている時間
マシニングセンタは、購入して終わりではありません。
設備費、電気代、工具費、クーラント、保守費、工場スペース、人件費。
機械が止まっていても、これらのコストは発生しています。
極端に言えば、主軸が回っていない時間は、設備が利益を生んでいない時間です。
もちろん、段取り、測定、清掃、プログラム確認は必要です。
しかし、段取り以外の時間まで人待ちで止まっているなら、改善の余地があります。
たとえば、日中8時間だけ動かしている機械を、昼休み・定時後・夜間の一部まで動かせるようにしたらどうなるでしょうか。
単純に24時間動かせば3倍になる、というほど現実は甘くありません。
段取り替え、工具交換、検査、材料供給、設備停止もあります。
それでも、1日8時間稼働の機械を10時間、12時間、16時間へ伸ばせれば、同じ設備で生産能力は確実に上がります。
人を急に増やすことはできません。
ベテラン加工者をすぐ育てることもできません。
しかし、今あるマシニングセンタの稼働時間を伸ばすことは、工夫次第で始められます。
自動運転とは「無人で放置すること」ではない
自動運転というと、夜に起動して、朝来たら完成している。
そんなイメージを持つかもしれません。
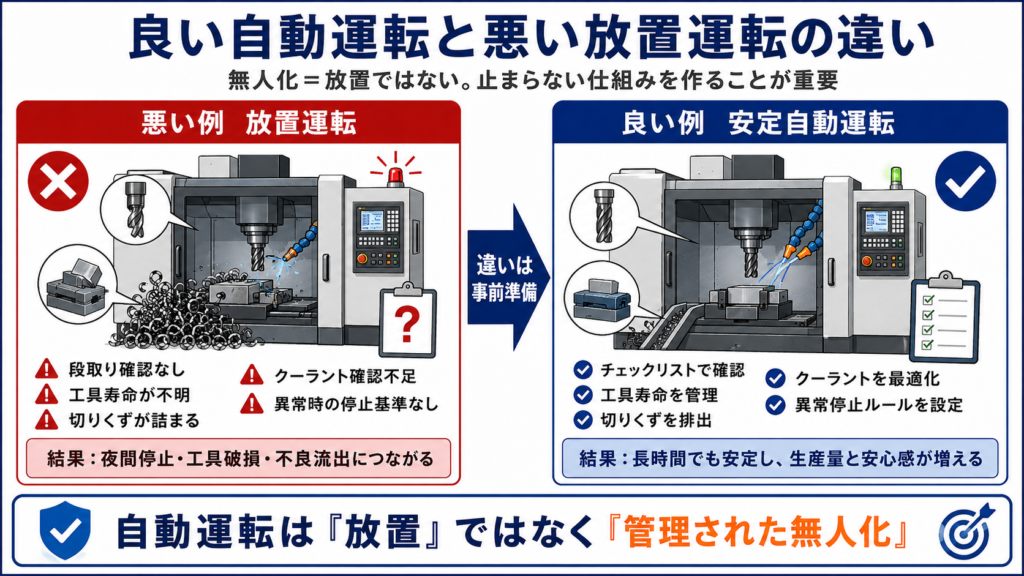
しかし、現場で本当に重要なのは、完全無人化よりも前に、止まらない仕組みを作ることです。
自動運転とは、単に人がいない状態で加工することではありません。
正しくは、次のような状態です。
- ワーク保持が安定している
- 工具寿命が読めている
- 切粉が詰まらない
- クーラントが届いている
- 寸法変化の傾向が分かっている
- 異常時に止まる仕組みがある
- 加工前チェックが標準化されている
- 作業者による段取り差が小さい
- 加工後の確認項目が決まっている
つまり、自動運転は「放置」ではなく、事前準備のかたまりです。
準備不足のまま夜間運転をすると、朝来たときに不良の山、工具折損、治具破損、機械停止という最悪の結果になります。
逆に、準備が整っていれば、作業者が横に立っていなくても、機械は安定して稼いでくれます。
安全面の基本|長時間運転はリスクアセスメントが前提
マシニングセンタの長時間運転では、安全確認を軽く考えてはいけません。
厚生労働省の「機械の包括的な安全基準」では、機械を労働者に使用させる事業者は、現場状況を考慮して危険源を同定し、リスクを見積もり、リスク低減の優先度を検討することが示されています。さらに、残留リスクは作業手順書やマニュアルへ盛り込み、安全衛生教育を行う考え方が示されています。
これは、加工現場の自動運転にもそのまま当てはまります。
たとえば、長時間運転前には次のようなリスクを確認する必要があります。
- ワークが外れるリスク
- 工具が折れて飛散するリスク
- 切粉が絡んで工具やワークを破損するリスク
- クーラント不足やノズルずれによる発熱リスク
- 切粉堆積による火災リスク
- 工具寿命超過による寸法不良リスク
- エア圧低下やチャック圧低下のリスク
- 停電、アラーム停止、復帰時のリスク
- ロボットやパレットチェンジャーを使う場合の侵入リスク
特に夜間や休日に人が近くにいない状態で運転するなら、「何か起きたら人が止める」という考え方は通用しません。
自動運転を始める前に、まずは安全装置、インターロック、扉ロック、クーラント、集塵、消火、異常停止、設備メーカーの取扱説明書、社内ルールを確認する必要があります。
長時間運転は、気合いでやるものではありません。
安全に止める仕組みを作ってから、稼働時間を伸ばすものです。
自動運転に向く加工・向かない加工
すべての加工が自動運転に向いているわけではありません。
最初から難しい加工を選ぶと、ほぼ失敗します。
自動運転に向いている加工
最初に選ぶなら、次のような加工が向いています。
- 加工実績があるリピート品
- 材料ばらつきが少ない
- ワーク保持が安定している
- 工具寿命が読めている
- 切粉が細かく分断される
- 深穴や長い切粉が少ない
- 寸法公差が極端に厳しくない
- 加工時間が長めで、人待ちが発生しやすい
- 工具本数が多すぎない
- 加工中の補正頻度が少ない
特におすすめなのは、日中に何度も安定加工できているリピート品です。
新規品をいきなり夜間運転に回すのではなく、まずは「昼間なら安心して流せる仕事」を、少しずつ長時間運転へ移行します。
自動運転に向かない加工
反対に、次のような加工は最初に選ばない方がよいです。
- 初回加工品
- 材料状態が不安定なもの
- 薄肉で変形しやすいもの
- 切粉が長くつながるもの
- 深穴加工が多いもの
- タップ折損リスクが高いもの
- 工具寿命が読めないもの
- クランプが不安定なもの
- 途中測定や補正が必要なもの
- びびりやすい長突き出し工具を使うもの
- 加工中に人の判断が必要なもの
自動運転の失敗は、機械の問題よりも、仕事の選び方の問題で起きることが多いです。
「この加工を自動化したい」ではなく、
「自動運転に向いた加工から始める」ことが大切です。
最初にやるべきことは、ロボット導入ではない
自動化というと、すぐにロボット、パレットチェンジャー、測定機連携、工具監視システムを考えがちです。
もちろん、それらは有効です。
しかし、最初から大きな投資をしなくても、自動運転の入口は作れます。
最初にやるべきことは、次の5つです。
- 段取りを標準化する
- 工具寿命を管理する
- 切粉処理を安定させる
- 加工前チェックを決める
- 加工後の確認基準を決める
この5つができていない状態でロボットを入れても、止まる工程が自動化されるだけです。
ロボットは人の代わりにワークを入れ替えることはできます。
しかし、悪い段取り、悪い工具管理、悪い切粉処理までは直してくれません。
自動化の本質は、設備を増やすことではありません。
止まる原因を先に潰すことです。

自動運転前のチェックリスト
長時間運転を始める前には、最低限チェックリストを作るべきです。
1. ワーク保持
- 基準面に切粉や打痕がないか
- バイス・治具の接触面は清掃されているか
- クランプ位置は標準通りか
- 締付力にばらつきがないか
- ワークの浮きはないか
- パラレルや治具に異常はないか
- 多数個取りの場合、全ワークの着座を確認したか
ワーク保持が不安定な加工は、自動運転してはいけません。
人が横で見ていれば気付ける浮きや傾きも、無人ではそのまま加工されます。
2. 工具
- 工具番号は合っているか
- 工具長補正は合っているか
- 工具径補正は合っているか
- 工具突き出し量は標準通りか
- 刃先欠けはないか
- 寿命に余裕はあるか
- 予備工具は準備されているか
- タップや小径工具の折損リスクは許容できるか
特に夜間運転では、「まだ使えるだろう」という工具を使わないことです。
昼間なら異音や切粉で判断できますが、夜間は判断できません。
長時間運転に入れる工具は、残り寿命に余裕があることが条件です。
3. 切粉
- 切粉が分断されているか
- 切粉が工具に絡まないか
- ポケット内に切粉が残らないか
- クーラントで流せるか
- エアブローが必要か
- 切粉コンベアは正常か
- 切粉箱に余裕はあるか
自動運転で最も軽視されやすく、最もトラブルになりやすいのが切粉です。
切粉が詰まると、工具折損、面粗さ悪化、寸法不良、治具破損につながります。
「加工条件は問題ないのに止まる」という場合、切粉処理が原因であることは多いです。
4. クーラント
- クーラント量は十分か
- 濃度は適正か
- ノズル位置は合っているか
- 工具先端に確実に当たっているか
- フィルタ詰まりはないか
- ポンプ圧は安定しているか
- 長時間運転で液面低下しても問題ないか
クーラントは、冷却だけでなく、潤滑、切粉排出、工具寿命に関わります。
ノズルが少しずれているだけでも、夜間に工具が異常摩耗することがあります。
5. プログラムと補正
- NCプログラム番号は正しいか
- 改訂版は最新か
- ワーク座標系は合っているか
- 工具補正番号は合っているか
- 不要な補正値が残っていないか
- シングルブロック確認は済んでいるか
- 干渉しやすい箇所を確認したか
- 加工途中から再開する場合の手順は明確か
長時間運転では、プログラムミスよりも、古い補正値・古いデータ・段取り違いが怖いです。
デジタル5Sができていない現場では、同じ品番のNCデータが複数存在し、どれが最新か分からないことがあります。
自動運転を進めるなら、NCデータ、CAMデータ、工具表、段取り写真、測定結果を一元管理することが重要です。
自動運転は5段階で始める
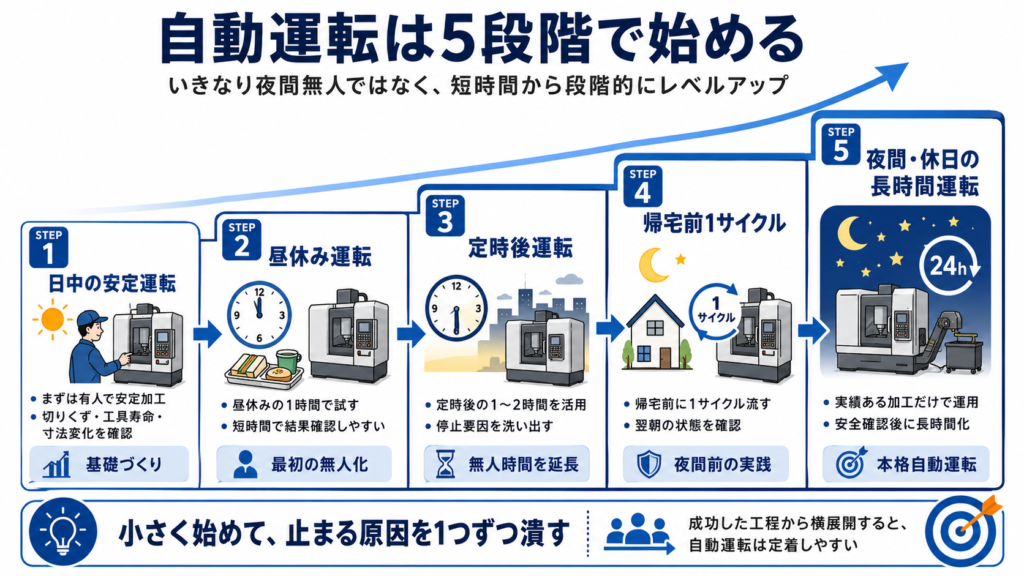
いきなり夜間無人運転を狙う必要はありません。
むしろ、段階を飛ばすと失敗します。
ステップ1:日中の安定運転
まずは日中に、作業者が近くにいる状態で安定させます。
見るべきポイントは、加工精度だけではありません。
- 切粉が安定して出ているか
- 工具摩耗が急に進まないか
- クーラントが狙い通り当たっているか
- ワーク保持にばらつきがないか
- 加工音が一定か
- 寸法が一方向に流れていないか
日中に不安定な加工は、夜間に回すと必ず問題になります。
ステップ2:昼休み運転
次に、昼休みの1時間を使います。
昼休み運転は、自動運転の入門として非常に有効です。
理由は、完全に人がいない夜間と違い、短時間で結果を確認できるからです。
昼休み前に起動し、昼休み後に確認する。
問題が出れば、すぐ修正できます。
ここで見るべきポイントは、次の通りです。
- サイクル終了まで止まらないか
- 切粉が溜まりすぎないか
- 工具摩耗に問題ないか
- 加工後の寸法が安定しているか
- 扉を開けたときの状態に異常がないか
昼休み運転が安定すれば、次の段階へ進めます。
ステップ3:定時後の1〜2時間運転
次は、定時後の1〜2時間です。
帰る前に長めの加工を起動し、責任者または担当者が確認できる時間内で完了させます。
この段階では、夜間運転の前に、次の項目を確認します。
- 作業者が不在でも停止しないか
- アラーム履歴に異常がないか
- 切粉量は許容範囲か
- 工具寿命に余裕があるか
- 加工後の測定結果が安定しているか
- 翌朝まで放置しても安全な状態か
ここで安定しない場合は、夜間運転に進めてはいけません。
ステップ4:帰宅前1サイクル運転
次に、帰宅前に1サイクルだけ流します。
この段階から、より夜間無人運転に近づきます。
重要なのは、加工時間の長さよりも、朝来たときに安全な状態で終わっていることです。
- 主軸は停止しているか
- クーラントは止まっているか
- 切粉が異常堆積していないか
- ワークや工具に異常がないか
- アラーム停止していないか
- 寸法不良が連続していないか
最初は、失敗しても被害が小さい加工から始めます。
ステップ5:夜間・休日の長時間運転
ここまで安定して初めて、夜間や休日の長時間運転を検討します。
ただし、夜間運転では、次の条件を満たすべきです。
- 実績のある加工である
- 工具寿命に十分な余裕がある
- 切粉処理が安定している
- ワーク保持が確実である
- 異常停止条件が決まっている
- 設備の安全装置が正常である
- 火災・クーラント・切粉堆積リスクを確認している
- 朝一番の確認手順が決まっている
夜間運転は、始めることよりも、継続して問題なく回すことが難しいです。
最初は無理に長時間を狙わず、成功率を優先します。
自動運転で失敗する現場の共通点
自動運転に失敗する現場には、いくつか共通点があります。
1. 工具寿命を感覚で判断している
「この工具はまだ使える」
「前回も大丈夫だった」
「音が悪くなったら交換する」
この判断は、有人加工なら通用することもあります。
しかし、自動運転では危険です。
夜間は音を聞けません。
切粉も見られません。
加工面の変化にも気付けません。
自動運転では、工具寿命を感覚ではなく、加工時間、加工数、摩耗状態、寸法変化で管理する必要があります。
2. 切粉を軽く見ている
切粉は、自動運転の最大の敵です。
特に、アルミの長い切粉、ステンレスの絡みやすい切粉、深穴加工の切粉詰まりは注意が必要です。
条件を上げるよりも先に、切粉がどう出るかを見ます。
切粉が悪いなら、送り、切込み、工具形状、クーラント、エアブロー、加工順を見直します。
3. 段取り写真がない
自動運転では、段取りの再現性が重要です。
口頭説明だけでは、作業者によってクランプ位置や基準面の取り方が変わります。
最低限、次の写真は残すべきです。
- ワークセット状態
- 基準面
- クランプ位置
- パラレルや治具の位置
- 工具突き出し
- 注意すべき干渉箇所
- 測定箇所
写真があるだけで、段取りミスは大きく減ります。
4. 初品確認だけで安心している
初品が良くても、夜間に寸法が流れることはあります。
工具摩耗、熱変位、クーラント状態、切粉噛み、ワークばらつきによって、加工は少しずつ変化します。
自動運転するなら、初品だけでなく、次の確認も必要です。
- 連続加工後の寸法変化
- 工具摩耗後の面粗さ
- 加工数ごとの補正傾向
- 朝一番の測定結果
- 不良が出る直前の兆候
初品OKはスタートラインであり、ゴールではありません。
長時間運転で利益を出すための考え方
自動運転の目的は、ただ機械を動かすことではありません。
目的は、利益を残すことです。
そのためには、次の考え方が必要です。
1. 高単価工程を優先する
長時間運転に向いていても、利益の薄い仕事ばかり回していては効果が小さいです。
優先すべきは、次のような仕事です。
- 加工時間が長い
- 段取り後の連続加工が可能
- 人が張り付く必要が少ない
- 付加価値が高い
- 設備能力を活かせる
- リピート性がある
人が足りないなら、なおさら「何を機械にやらせるか」を選ぶ必要があります。
2. 段取りを日中に寄せる
夜間に人がいない状態で段取り替えはできません。
そのため、段取りは日中に行い、夜間は加工時間の長い工程を流すのが基本です。
日中は人が判断する時間。
夜間は機械が削る時間。
この分担ができると、少人数でも生産量を伸ばしやすくなります。
3. 「止まった理由」を記録する
自動運転を始めると、必ず止まる理由が出てきます。
- 工具寿命
- 切粉詰まり
- クーラント不足
- ワーク着座不良
- 補正ミス
- プログラム選択ミス
- センサー異常
- 材料不良
- チャック圧・エア圧低下
大切なのは、止まったことを責めることではありません。
止まった理由を記録し、次回止まらないようにすることです。
自動運転は、一度で完成するものではありません。
止まった理由を潰し込むことで、少しずつ安定します。
まずは「1時間無人」から始めればいい
自動運転という言葉を大きく考えすぎると、何も始まりません。
最初から24時間運転を狙う必要はありません。
まずは、1時間でいいです。
昼休みに1時間止めない。
定時後に1サイクル流す。
朝の段取り前に、前日仕掛けた加工が終わっている。
これだけでも、積み重なれば大きな差になります。
自動化は、大きな投資から始めるものではありません。
最初は、
- 仕事を選ぶ
- 段取りを写真で残す
- 工具寿命を決める
- 切粉を確認する
- チェックリストを作る
- 昼休みに流す
この程度で十分です。
小さく始めて、成功した工程を増やす。
これが、自動運転を現場に定着させる一番確実な方法です。
まとめ|人が足りないなら、機械をもっと働かせる
これからの加工現場では、人材不足を人の努力だけで埋めるのは限界があります。
だからこそ、マシニングセンタの稼働時間を伸ばすことが重要です。
人は段取り、改善、測定、判断、標準化に集中する。
機械は、決まった加工を長時間安定して続ける。
この分担ができれば、少人数でも生産能力を伸ばせます。
ただし、自動運転は無謀な放置ではありません。
必要なのは、次の準備です。
- 自動運転に向いた仕事を選ぶ
- 段取りを標準化する
- 工具寿命を管理する
- 切粉処理を安定させる
- クーラントを確認する
- プログラムと補正を管理する
- 安全リスクを洗い出す
- 異常時の停止基準を決める
- 昼休み運転から段階的に始める
マシニングセンタは、動かしてこそ利益を生みます。
人が足りないなら、人を無理に働かせるのではなく、まず機械をもっと働かせる。
そのための第一歩が、自動運転できる工程を一つ作ることです。
24時間運転は、いきなり目指すゴールではありません。
昼休みの1時間、定時後の1サイクル、その積み重ねの先にある現実的な改善です。
楽して稼ぐ。
それは、手を抜くことではありません。
止まらない仕組みを作り、機械にきっちり働いてもらうことです。



