

マシニングセンターで加工していると、寸法は入っているのに加工面だけが汚い、ということがあります。
図面寸法はOK。
位置もOK。
でも、面を見るとザラザラしている。
ツヤがない。
縦筋が出る。
触ると引っかかる。
こういうとき、現場ではすぐに「送りが速いんじゃないか」「回転が合ってないんじゃないか」と考えがちです。
もちろん、送り速度や主軸回転数は面粗さに大きく影響します。
しかし、面粗さは切削条件だけで決まるものではありません。
実際には、
- 工具の刃先状態
- 工具突き出し量
- ホルダ剛性
- ワークのクランプ
- 切粉の排出
- クーラントの当たり方
- CAMパス
- 機械の加減速
- 工具摩耗
- 測定方向と測定条件
これらが全部重なって、最終的な加工面になります。
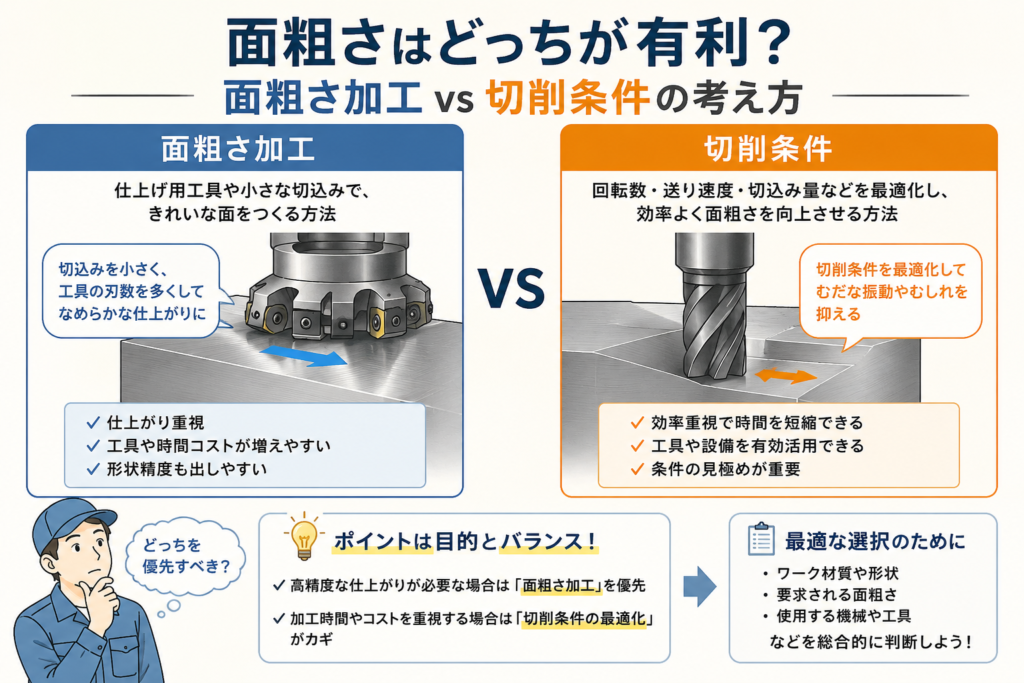
この記事では、元記事の「面粗さ vs 切削条件」の内容をベースに、より現場で使える判断手順として、面粗さが悪くなる原因と改善方法を整理します。元記事では、面粗さは送りだけでなく、工具状態・機械状態・CAMパスまで反映されるものとして説明されています。
面粗さとは何か
面粗さとは、加工面に残った細かい凹凸のことです。
図面でよく見るのは Ra です。
Raは「算術平均粗さ」と呼ばれ、粗さ曲線の凹凸を平均的に評価する代表的なパラメータです。
ただし、ここで注意したいのは、Raだけで加工面の良し悪しをすべて判断できるわけではないという点です。
たとえば、見た目では送り目のピッチが違って見えるのに、RaやRzでは差が出ない場合があります。ミツトヨの資料でも、周期、つまりピッチの細かさが異なる表面でも、高さ方向のパラメータであるRa・Rzでは同じ値になる例が示されています。
つまり現場では、
「Raは入っているけど、見た目が悪い」
「触った感じは悪いのに、測定値は悪くない」
「面は光っているのに、Rzが悪い」
ということが普通に起こります。
面粗さを見るときは、Raだけでなく、Rz、送り目の方向、ピッチ、筋の出方、ツヤ、バリ、むしれまで含めて判断する必要があります。
面粗さは「工具がどう通ったか」の記録
加工面は、工具が通った跡です。
きれいな加工面は、工具が安定して材料を切り取り、切粉がきれいに排出され、刃先が暴れずに通過した結果です。
逆に面が荒れる場合は、どこかで工程が乱れています。
たとえば、
- 刃先が摩耗している
- 工具が逃げている
- ビビリが出ている
- 切粉を再切削している
- 切削点送りが高すぎる
- 切込みが軽すぎて擦っている
- CAMパスが細かくなりすぎて機械が加減速している
- クーラントが刃先に当たっていない
こうした現象が、すべて加工面に出ます。
ベテランが加工面を見るだけで「これはビビリ」「これは再切削」「これは工具が終わっている」と判断できるのは、加工面が工程の履歴を残しているからです。
切削条件と面粗さの関係
送り速度Fだけを見ても意味がない
初心者がやりがちなのが、送り速度Fだけを見ることです。
たとえば、
「F500だから遅い」
「F1500だから速い」
という見方です。
しかし、マシニングセンターでは本来、刃当たり送り fz で考える必要があります。
ミーリングの送り速度は、一般的に
送り速度 vf = 刃当たり送り fz × 主軸回転数 n × 有効刃数 Zeff
で考えます。これは工具メーカーの切削計算式でも基本式として示されています。
同じF1000でも、
- 1枚刃
- 2枚刃
- 4枚刃
- 6枚刃
では、1刃あたりの負荷がまったく違います。
つまり、面粗さを考えるなら、Fだけでなく、
- 回転数
- 刃数
- 有効刃数
- 刃当たり送り
- 工具径
- 切込み量
- 加工方向
までセットで見る必要があります。
送りを下げれば面が良くなる、は半分正解で半分間違い
面が荒れたとき、まず送りを下げる人は多いと思います。
たしかに、送り目が粗すぎる場合は、送りを下げることで面が改善することがあります。
しかし、送りを下げすぎると、今度は刃先が材料を切らずに擦ります。
この状態になると、
- むしれ
- 構成刃先
- バリ
- 光っているだけの悪い面
- 工具寿命低下
が起こります。
特に最近の超硬工具や高能率工具は、ある程度しっかり切らせる前提で設計されています。
そのため、「怖いから送りを落とす」だけでは、逆に面が悪くなることがあります。
面を良くしたいなら、単純にFを落とすのではなく、まず刃当たり送りを見ます。
工具R・送り・カスプ高さの関係
フライス加工では、加工面に工具の形状が転写されます。
正面フライスや肩削りでは、インサートのコーナRやワイパー形状、送り量によってカスプ、つまり微小な山ができます。工具メーカーの技術資料でも、インサート底面形状、コーナR、送りが仕上げ面に影響することが説明されています。
エンドミルの側面加工でも同じです。
各刃が通った跡が加工面に残ります。
このとき重要なのは、
- 刃当たり送り fz
- 工具径
- 工具の振れ
- 刃数
- 外周刃の摩耗
- 工具突き出し
- ワーク剛性
です。
理論上の面粗さだけなら計算できます。
しかし実加工では、そこにビビリ、摩耗、振れ、切粉、熱、機械の追従性が加わります。
だから、計算上はRa1.6に入るはずなのに、現物ではRa3.2も出ない、ということが起こります。
面粗さが悪いときの原因1:工具突き出しが長い
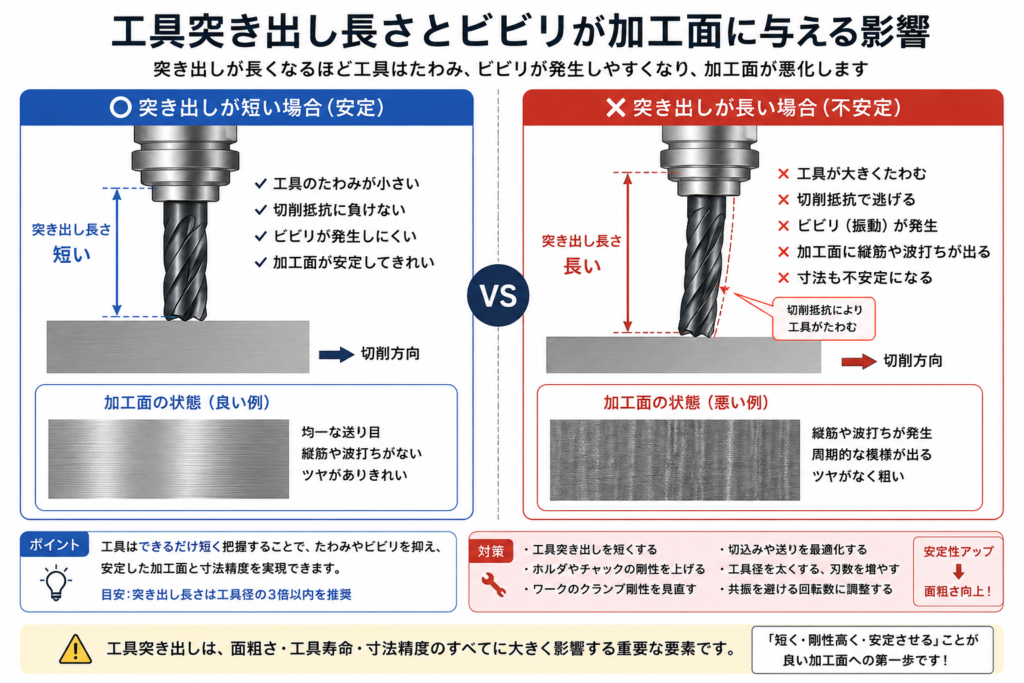
現場で最初に見るべきなのは、切削条件よりも工具突き出しです。
同じ工具、同じ条件、同じ材料でも、突き出しが長いだけで面は一気に悪くなります。
工具突き出しが長いと、
- 工具がたわむ
- 切削抵抗で逃げる
- ビビリが出る
- 側面に縦筋が出る
- 寸法が安定しない
- 仕上げ代が均一に取れない
という問題が出ます。
工具メーカーのトラブルシューティングでも、振動や仕上げ面不良に対して、オーバーハングを短くすること、安定性を改善することが対策として挙げられています。
面が悪いときに、いきなりSとFをいじる前に、まず工具の突き出しを確認してください。
「その工具、本当にその長さが必要か?」
ここを見直すだけで、面粗さが改善することはかなり多いです。
面粗さが悪いときの原因2:工具摩耗
新品工具ではきれいだったのに、途中から面が荒れてきた。
これはかなりの確率で工具摩耗です。
特に影響が大きいのは、
- 外周刃の逃げ面摩耗
- コーナR部の摩耗
- 底刃のチッピング
- コーティング剥離
- 刃先への溶着
です。
摩耗した工具でも、しばらくは寸法が入ることがあります。
しかし、面粗さは先に悪くなります。
現場で一番危ないのは、
「まだ削れているから大丈夫」
という判断です。
工具は、折れる前に面が悪くなります。
面が悪くなった時点で、すでに刃先状態はかなり変わっています。
工具メーカーの資料でも、逃げ面摩耗は仕上げ面不良や寸法外れにつながる要因として示されています。
量産や繰り返し品では、寸法NGになる前に、面粗さの変化を工具交換タイミングの目安にした方が安定します。
面粗さが悪いときの原因3:ビビリ
ビビリは、面粗さを一気に悪化させます。
ビビリが出ると、
- 周期的な模様
- 波打った面
- キーンという音
- 寸法ばらつき
- 工具寿命低下
が起こります。
ビビリの原因は一つではありません。
よくある原因は、
- 工具突き出しが長い
- ワーククランプが弱い
- 薄肉形状でワークが逃げる
- コーナーで工具負荷が急増する
- 切込みが大きすぎる
- 主軸回転数が共振域に入っている
- ホルダ剛性が不足している
などです。
対策としては、単純に送りを落とすだけでは不十分です。
むしろ、送りを落とすことで擦りが増えて、余計にビビリが残ることもあります。
ビビリ対策では、
- 突き出しを短くする
- クランプを見直す
- 工具径・刃数・刃長を見直す
- コーナーの送りを落とす
- 切込みを分散する
- 主軸回転数を少し変える
- 仕上げ代を均一にする
この順で確認するのが現実的です。
面粗さが悪いときの原因4:切粉の再切削
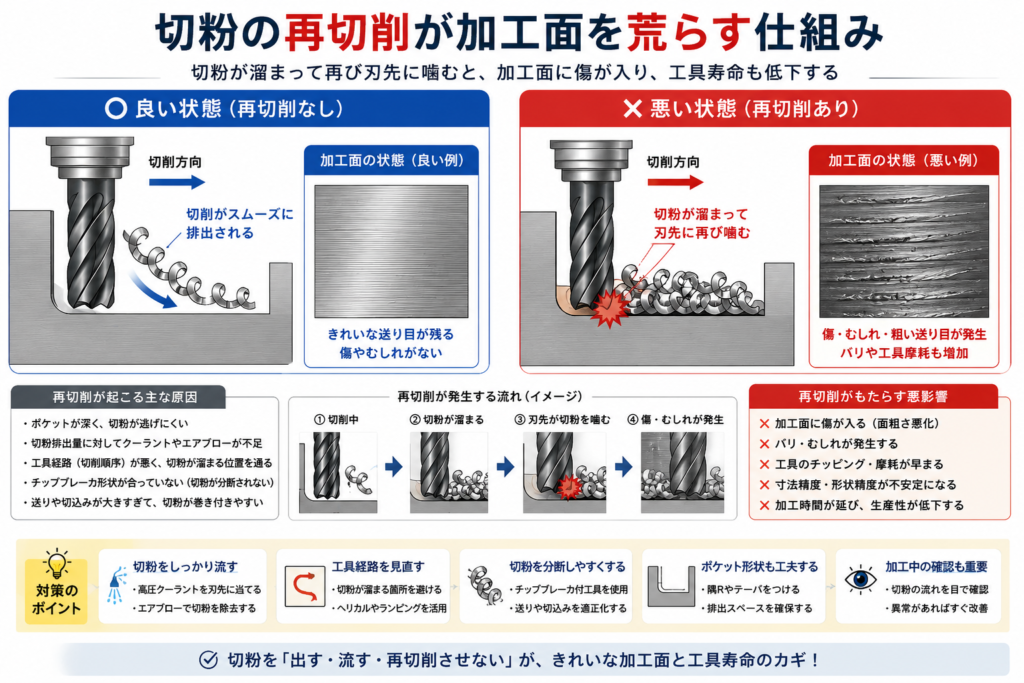
ポケット加工、深い溝加工、深い立壁加工では、切粉の再切削が面を悪くします。
切粉が逃げずに加工面に残ると、工具がその切粉をもう一度噛みます。
これが再切削です。
再切削が起きると、
- 面に傷が入る
- 刃先が欠ける
- バリが増える
- 工具寿命が落ちる
- 寸法が安定しない
という問題が出ます。
工具メーカーのミーリングトラブルシューティングでも、再切削は工具寿命や加工安定性に悪影響を与える要因として示され、圧縮空気や十分な切削液による切粉排出、工具経路の見直しなどが対策として挙げられています。
面が荒れたときに、条件表だけ見ていても原因が分からないことがあります。
加工中に切粉がどこへ流れているかを見ることが重要です。
特にアルミ、ステンレス、チタン、深ポケットでは、切粉処理を軽く見ると面は安定しません。
面粗さが悪いときの原因5:切削速度が合っていない
主軸回転数も面粗さに大きく影響します。
切削速度が低すぎると、刃先が材料をきれいにせん断できず、擦りやむしれが出やすくなります。
アルミでは溶着、ステンレスでは加工硬化やむしれにつながることがあります。
逆に高すぎると、
- 発熱
- 工具摩耗
- ビビリ
- コーティング劣化
- 寸法変化
が起こります。
つまり、回転数は高ければ良いわけでも、低ければ安全なわけでもありません。
面粗さを安定させるには、工具メーカーの推奨切削速度を基準にしながら、機械剛性、ワーク形状、突き出し、切粉排出を見て調整します。
面粗さが悪いときの原因6:CAMパスが悪い
最近の加工では、CAMパスも面粗さに直結します。
特に注意したいのは、
- トレランスが粗い
- 円弧が微小直線化されている
- 同じ場所を何度も通る
- 工具負荷が急変する
- コーナーで送りが落ちすぎる
- 加減速が多い
- 曲面のピッチが粗い
- 等高線パスの段差が大きい
といったケースです。
加工面にポリゴンのような跡が出る場合、工具や条件ではなく、CAMデータやNCデータ側に原因があることもあります。
自由曲面、5軸加工、輪郭仕上げでは特に注意が必要です。
「工具は新品、条件も悪くない、でも面が波打つ」
この場合は、CAMのトレランス、出力形式、円弧補間、スムージング、NC制御の先読み条件を疑うべきです。
面粗さが悪いときの原因7:クーラントが当たっていない
クーラントは、ただ出ていれば良いわけではありません。
重要なのは、
- 刃先に当たっているか
- 切粉を飛ばしているか
- 流量が足りているか
- 濃度が適正か
- 加工点で泡立っていないか
- ノズルがズレていないか
です。
特にアルミ加工では、クーラントの当たり方で面が大きく変わります。
切粉が噛めば傷になりますし、潤滑が不足すれば溶着します。
ステンレスでは、冷却と潤滑の不足がむしれや工具摩耗につながります。
面粗さが安定しないときは、条件表を見る前に、クーラントノズルの向きも見てください。
現場では意外と、ノズルが前回段取りのままズレているだけ、ということもあります。
面粗さ改善の現場手順
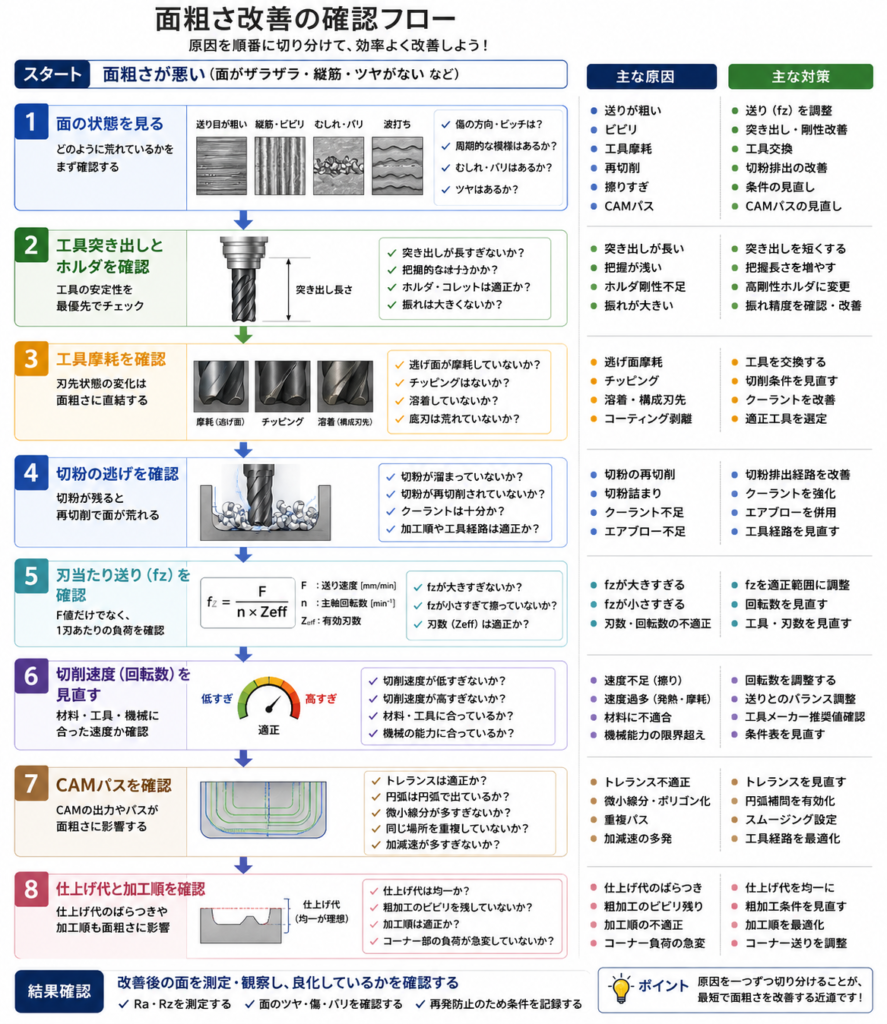
面が悪いときは、やみくもに条件を触らない方がいいです。
原因が分からないままSとFを変えると、かえって迷路に入ります。
おすすめの確認順は次の通りです。
1. まず面の荒れ方を見る
最初に見るのは測定値ではなく、加工面です。
- 一定ピッチの送り目か
- ランダムな傷か
- 縦筋か
- 波打ちか
- むしれか
- 白く曇っているのか
- ギラついているのか
- バリが増えているのか
面の出方で原因はかなり絞れます。
2. 工具突き出しとホルダを確認する
次に見るのは工具です。
- 突き出しが長すぎないか
- 刃長が必要以上に長くないか
- ホルダの把握が浅くないか
- コレットが摩耗していないか
- 焼きばめ・ミーリングチャック・コレットの使い分けは適正か
- 工具の振れは大きくないか
ここを見ずに条件を変えるのは危険です。
3. 工具摩耗を確認する
刃先を見ます。
- 外周刃が丸くなっていないか
- コーナーが欠けていないか
- 刃先に溶着していないか
- 底刃が荒れていないか
- 刃先の色が変わっていないか
面が悪くなったときは、工具がまだ折れていなくても交換候補です。
4. 切粉の逃げを確認する
加工中に切粉が残っていないかを見ます。
- ポケット内に切粉が溜まっていないか
- 深い立壁に切粉が噛んでいないか
- クーラントが切粉を奥へ押し込んでいないか
- エアブローの方が良い場面ではないか
- 加工順序で切粉が逃げにくくなっていないか
切粉が残っている状態で仕上げても、きれいな面は出ません。
5. 刃当たり送りを確認する
F値ではなく、fzを確認します。
同じFでも、回転数と刃数が変われば刃当たり送りは変わります。
まずは現在の条件を、刃当たり送りに直して考えます。
送り目が粗いなら、fzを下げる。
擦っているなら、逆にfzを上げる。
この判断が必要です。
6. 切削速度を見直す
次に切削速度を見ます。
- 低すぎて擦っていないか
- 高すぎて摩耗していないか
- 材質に対して適正か
- 工具径に対して回転数が合っているか
- 機械の主軸特性に合っているか
特に小径工具では、回転数不足によって切削速度が足りないケースが多いです。
7. 仕上げ代を見直す
仕上げ代が少なすぎると、工具が切らずに擦ります。
逆に多すぎると、仕上げで負荷が大きくなり面が荒れます。
仕上げ代は、ただ残せば良いわけではありません。
重要なのは、
- 均一に残すこと
- 前工程のビビリを残さないこと
- 工具が安定して切れる量を残すこと
です。
粗加工で壁が逃げているのに、仕上げ代だけ一定にしたつもりでいると、仕上げ負荷が場所によって変わり、面にムラが出ます。
8. CAMパスを確認する
最後にCAMパスを見ます。
- トレランスは適正か
- 円弧は円弧として出ているか
- 微小線分が多すぎないか
- コーナーで負荷が急増していないか
- 仕上げパスが同じ場所を重複していないか
- 工具経路のピッチは粗すぎないか
- 曲面のスキャロップ設定は適正か
加工面が「工具の問題ではなさそう」な場合、CAM側に原因があることは多いです。
材質別に見る面粗さのポイント
アルミ
アルミは条件が合えばきれいな面が出やすい材料です。
しかし、溶着すると一気に面が悪くなります。
注意点は、
- 刃先への溶着
- クーラント不足
- 切粉の再切削
- 回転数不足
- 刃先が鈍い工具の使用
です。
アルミで面が白く曇る、むしれる、ギラギラする場合は、刃先に材料が付いていないか確認します。
ステンレス
ステンレスは面粗さが安定しにくい材料です。
理由は、
- 粘い
- 加工硬化しやすい
- 熱がこもりやすい
- 切粉が絡みやすい
- 工具摩耗が進みやすい
からです。
ステンレスでは、送りを落としすぎると擦りが増えます。
しっかり切らせる条件、切粉を分断する条件、刃先を冷やす条件を作ることが大事です。
S45C・SCM系
炭素鋼や合金鋼では、工具摩耗とビビリが面に出やすいです。
特に調質材では、刃先が負けると面が一気に悪くなります。
注意点は、
- 工具摩耗
- 仕上げ代のばらつき
- コーナー部の負荷増加
- 切削熱
- 工具突き出し
です。
仕上げ面を安定させたい場合は、粗加工でしっかり均一な仕上げ代を作ることが重要です。
鋳物
鋳物は切粉が細かく、面は出しやすい反面、黒皮や硬質部、砂噛みで工具が傷みます。
注意点は、
- 黒皮の取り方
- 工具摩耗
- 粉状切粉の排出
- 乾式・湿式の使い分け
- 測定面への切粉付着
です。
鋳物では、工具の刃先が少し傷んだだけで面のツヤが変わることがあります。
Raだけで判断しない
現場では、Raの数値だけで良否を決めたくなります。
しかし、Raは平均値です。
単発の深い傷や、送り目のピッチ差、周期的な模様を十分に表現できない場合があります。
ミツトヨの資料でも、表面の見え方に差があるのにRaの値に差が出ない場合があり、他のパラメータ評価を検討する必要があると説明されています。
そのため、品質確認では、
- Ra
- Rz
- 加工目方向
- 傷の有無
- バリ
- ツヤ
- 測定方向
- 測定位置
をセットで確認した方が安全です。
特に摺動面、シール面、外観面、メッキ前処理面では、Raだけで判断するとトラブルになることがあります。
面粗さを安定させる一番の近道
面粗さを安定させる一番の近道は、条件表をいじることではありません。
まず、工程を安定させることです。
具体的には、
- 工具突き出しを短くする
- 工具摩耗を管理する
- 仕上げ代を均一にする
- 切粉を残さない
- クーラントを刃先に当てる
- ワークをしっかり支える
- CAMパスを荒らさない
- コーナー負荷を急変させない
- 測定条件をそろえる
これをやるだけで、面粗さはかなり安定します。
逆に、これらができていない状態でSとFだけを触っても、再現性は出ません。
まとめ
面粗さは、切削条件だけで決まるものではありません。
送り速度、主軸回転数、切込み量はもちろん重要です。
しかし、それ以上に、
- 工具状態
- 工具剛性
- ワーク剛性
- 切粉排出
- クーラント
- CAMパス
- 仕上げ代
- 測定方法
が大きく影響します。
面が悪いときは、すぐに送りを落とすのではなく、まず加工面をよく見てください。
送り目なのか。
ビビリなのか。
むしれなのか。
再切削なのか。
工具摩耗なのか。
CAMパスなのか。
原因を切り分ければ、対策はかなり見えてきます。
面粗さは、ただの見た目ではありません。
その加工工程が安定しているかどうかを教えてくれる、現場の重要なサインです。
寸法だけでなく、面を見るクセをつけること。
それが、加工レベルを一段上げる近道です。




