マシニングセンターを使い始めたばかりの人が、最初につまずきやすいのが 切削条件 です。
現場ではよく、
「回転が高すぎる」
「送りが遅い」
「ビビってる」
「条件が弱い」
「もっと攻められる」
などと言われます。
しかし初心者からすると、
結局、何を基準にSとFを決めればいいのか分からない
というのが本音ではないでしょうか。
切削条件は、単に「回転数」と「送り速度」を決めるだけではありません。
本当に大事なのは、工具・材料・機械剛性・ワーク固定・切込み量・加工パスのバランスです。
この記事では、初心者でも現場で使えるように、切削条件の基本を順番に解説します。
切削条件とは何か
切削条件とは、簡単に言えば どのように材料を削るかを決める加工条件 です。
マシニングセンターやNC加工でよく使う基本項目は、次の4つです。
| 項目 | 意味 | 単位 |
|---|---|---|
| S | 主軸回転数 | rpm / min⁻¹ |
| F | 送り速度 | mm/min |
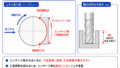
| ap | 軸方向切込み | mm |
| ae | 径方向切込み | mm |
SとFだけを見ていると、切削条件を正しく理解できません。
なぜなら、同じS・Fでも、apとaeが変われば工具負荷はまったく変わるからです。
例えば、同じF1000でも、軽く側面をなでる加工と、溝を全幅で削る加工では、工具にかかる負荷は別物です。
切削条件は、SとFだけでなく、どれだけ深く削るか、どれだけ横に食わせるかまでセットで考える必要があります。apは軸方向切込み、aeは径方向切込みとして扱われるのが一般的です。
Sとは?主軸回転数のこと
Sは、工具が1分間に何回転するかを表します。
例えば、
S1000なら、主軸が1分間に1000回転するという意味です。
ただし、Sは感覚で決めるものではありません。
本来は、工具メーカーが示している 切削速度 Vc から計算して求めます。
切削速度とは、工具外周が材料に対してどれくらいの速度で動くかを表す値です。
単位は m/min です。
主軸回転数は、一般的に次の式で求めます。
S = 1000 × Vc ÷ π ÷ Dまたは、
S = 1000 × Vc /(π × D)- S:主軸回転数 rpm
- Vc:切削速度 m/min
- D:工具径 mm
- π:円周率 3.14
この考え方は、工具メーカーの技術資料でも一般的に使われています。
主軸回転数の計算例
例えば、φ10のエンドミルで、推奨切削速度が Vc = 200m/min の場合。
S = 1000 × 200 ÷ 3.14 ÷ 10計算すると、
S ≒ 6369rpm現場ではキリの良い数値にして、
S6300または、
S6400のように設定します。
ここで重要なのは、Sは工具径によって大きく変わるということです。
同じVcでも、工具径が小さくなればSは高くなり、工具径が大きくなればSは低くなります。
つまり、
φ3の工具とφ20の工具を同じSで回すのは、切削速度としてはまったく別条件
ということです。
Fとは?送り速度のこと
Fは、工具が1分間にどれだけ進むかを表します。
例えば、
F500なら、工具が1分間に500mm進むという意味です。
ただし、Fも感覚で決めるものではありません。
基本は、1刃送り fz から計算します。
1刃送りとは、工具の刃1枚が1回転あたりに削る厚みの目安です。
送り速度は、次の式で求めます。
F = fz × z × S- F:送り速度 mm/min
- fz:1刃送り mm/tooth
- z:刃数
- S:主軸回転数 rpm
工具メーカーのフライス加工計算式でも、送り速度や1刃送りは、刃数・回転数・テーブル送りの関係で整理されています。
送り速度の計算例
例えば、次の条件で考えます。
| 項目 | 条件 |
|---|---|
| 工具径 | φ10 |
| 刃数 | 2枚刃 |
| 主軸回転数 | S6400 |
| 1刃送り | fz 0.08mm/tooth |
この場合、
F = 0.08 × 2 × 6400となるので、
F = 1024mm/min実際のNCプログラムでは、
F1000のように設定しても問題ありません。
ここで大切なのは、Sを変えたらFも変わるということです。
例えば、Sを半分にしたのにFをそのままにすると、1刃あたりの負荷は大きくなります。
逆に、Sだけ上げてFを上げないと、刃先が材料をしっかり切れず、擦りや発熱が増えます。
つまり、初心者が最初に覚えるべきことはこれです。
SとFはセットで考える。
初心者がやりがちな勘違い
送りを下げれば安全だと思ってしまう
加工が怖いと、つい送りを下げたくなります。
もちろん、工具が折れそうな条件なら送りを下げる判断は必要です。
しかし、何でもかんでも送りを下げれば安全というわけではありません。
送りが低すぎると、刃先が材料を切るのではなく、こする状態になります。
その結果、
- 刃先が熱を持つ
- 溶着しやすくなる
- 面が悪くなる
- 工具摩耗が早くなる
- 寸法が安定しない
といった問題が出ます。
特にステンレスやアルミでは、送り不足による擦りや溶着が加工不良につながることがあります。
初心者ほど「怖いから送りを下げる」方向に逃げがちですが、切削条件では 適正な切りくず厚さを作ること が重要です。
回転を上げればきれいになると思ってしまう
回転数を上げると、加工面が良くなることはあります。
しかし、回転数を上げすぎると、切削速度が高くなりすぎて工具寿命が短くなる場合があります。
特に硬い材料や熱がこもりやすい材料では、切削速度の上げすぎが工具摩耗や欠損の原因になります。
面を良くしたい場合は、単純にSを上げるのではなく、
- 工具の振れ
- 突き出し長さ
- 仕上げ代
- 刃数
- 送り
- 切削液
- パスのつなぎ方
も合わせて見直すべきです。
aeを大きく取りすぎる
初心者がよくやる失敗が、径方向切込み ae を大きくしすぎることです。
「たくさん食わせた方が早く終わる」と考えて、工具径の半分以上を一気に食わせる。
これは条件によっては危険です。
aeが大きいと、工具の接触角が大きくなり、切削抵抗が増えます。
その結果、
- ビビり
- 工具たわみ
- 面荒れ
- 寸法不良
- 工具折損
につながります。
最近のCAMを使った高効率加工では、aeを小さくして、apを大きめに取り、工具負荷を安定させる考え方がよく使われます。
ただし、aeを小さくすれば何でも良いわけではありません。
aeが小さい加工では、実際の切りくず厚さが薄くなるため、送り補正が必要になる場合があります。これはチップシニング、または切りくず厚さの減少として説明される考え方です。
切削条件を決める基本手順
初心者は、次の順番で考えると失敗しにくくなります。
1. まず工具メーカーの推奨条件を見る
最初に見るべきは、工具メーカーの条件表です。
最近の工具は、
- 母材
- コーティング
- 刃形状
- ねじれ角
- 刃数
- 被削材
- 加工方法
によって推奨条件が大きく変わります。
昔の感覚だけで条件を決めると、工具性能を活かせないことがあります。
まずはメーカー条件表から、
- Vc
- fz
- ap
- ae
を確認します。
2. VcからSを計算する
次に、切削速度 Vc から主軸回転数 S を計算します。
S = 1000 × Vc /(π × D)機械の最高回転数を超える場合は、無理に回せません。
その場合は、機械の上限回転数に合わせて、送り速度も再計算します。
3. fzからFを計算する
次に、1刃送り fz から送り速度 F を計算します。
F = fz × z × Sここで、Sを変更した場合は、必ずFも見直します。
4. apとaeを仮決めする
SとFだけ決めても、切削条件としては不十分です。
apとaeを決めなければ、実際の工具負荷は分かりません。
初心者の場合、最初はメーカー条件表の範囲内で、やや安全側から始めるのが無難です。
ただし、何でも弱くすれば良いわけではありません。
弱すぎる条件は、
- 加工時間が長くなる
- 工具が擦る
- 熱がこもる
- 面が悪くなる
- 工具寿命が短くなる
ことがあります。
安全側と弱すぎる条件は別です。
5. 実加工で音・切粉・面・寸法を見る
最後は実加工で確認します。
見るべきポイントは、
- 加工音
- 切粉の色
- 切粉の形
- 工具摩耗
- 加工面
- 寸法の安定性
- ビビりの有無
- ワークの固定状態
です。
良い条件では、切削音が安定し、切粉もきれいに排出されます。
悪い条件では、音が濁ったり、切粉が絡んだり、面がむしれたりします。
現場では、数値だけでなく 加工中の変化を見る力 が重要です。
ビビりが出たときの見直し順
ビビりが出たとき、いきなりSとFを適当に変えるのはおすすめしません。
まず見るべき順番は次の通りです。
1. 工具の突き出しを短くする
最優先です。
工具が長ければ長いほど、たわみやすくなります。
条件をいじる前に、まず工具突き出しを短くできないか確認します。
2. ワーク固定を見直す
ワークが弱く固定されていると、どれだけ条件を調整しても安定しません。
- クランプ位置
- 締め付け力
- ワークの浮き
- バイスの口金
- 治具剛性
を確認します。
3. aeを下げる
工具負荷を下げるなら、まずaeを下げるのが効果的な場合が多いです。
特に側面加工やポケット加工では、aeが大きすぎるとビビりやすくなります。
4. apを見直す
深く食い込みすぎている場合は、apを下げます。
ただし、高効率加工では、低ae・高apの方が安定する場合もあります。
そのため、単純にapだけを下げれば良いとは限りません。
5. SとFをセットで調整する
最後にSとFを見直します。
Sだけ、Fだけを変えるのではなく、1刃送りがどう変化するかを見ながら調整します。
材料によって条件の考え方は変わる
切削条件は、材料によって大きく変わります。
アルミ
アルミは削りやすい材料ですが、溶着しやすい材料でもあります。
ポイントは、
- 切粉を詰まらせない
- 刃先に溶着させない
- 回転と送りをしっかり使う
- クーラントやエアブローで排出する
ことです。
送りが低すぎると、擦って溶着しやすくなります。
S45C・SCM系
鉄系材料では、工具摩耗と切削熱の管理が重要です。
ポイントは、
- Vcを上げすぎない
- 工具突き出しを短くする
- 切粉を確実に逃がす
- 荒加工と仕上げを分ける
ことです。
特にSCM系や調質材では、条件が弱すぎても強すぎても工具寿命が安定しません。
ステンレス
ステンレスは加工硬化しやすく、熱もこもりやすい材料です。
ポイントは、
- 刃先を擦らせない
- 送り不足にしない
- 潤滑を効かせる
- 切粉を噛ませない
- 同じ場所を何度もなでない
ことです。
怖がって送りを下げすぎると、逆に加工が悪くなることがあります。
CAM時代の切削条件は「パス」も重要
昔は、S・F・ap・aeを決めれば、ある程度条件を語ることができました。
しかし、現在のマシニング加工では、CAMのパスも重要です。
同じS・F・ap・aeでも、
- 直線加工
- 円弧加工
- トロコイド加工
- 負荷制御加工
- ポケット加工
- コーナー部の残り代
- 進入・退出方法
によって、工具負荷は変わります。
特に注意したいのは、コーナー部です。
直線部では安定していても、コーナーで急に工具負荷が上がり、ビビりや工具欠損が出ることがあります。
そのため、CAMで加工パスを作る場合は、単に条件表の数値を入れるだけでなく、
- コーナーで負荷が上がらないか
- 同じ場所を再切削していないか
- 微小線分が多すぎないか
- 進入角度が急すぎないか
- 切粉が逃げるパスになっているか
まで確認する必要があります。
これからの切削条件は、工具条件+加工パス+機械挙動 で考える時代です。
初心者が最初に覚えるべき切削条件の考え方
初心者は、いきなり限界条件を狙う必要はありません。
まずは次の考え方を身につけることが大切です。
- メーカー推奨条件を見る
- VcからSを計算する
- fzからFを計算する
- apとaeをセットで考える
- 突き出しを短くする
- ワーク固定を確認する
- 音・切粉・面・寸法を見る
- 条件変更は一度に大きく変えない
- Sを変えたらFも見直す
- 加工結果を記録する
特に大事なのは、最後の 記録すること です。
加工条件は、一度出したら終わりではありません。
- 材料
- 工具
- ホルダー
- 機械
- クーラント
- ワーク形状
- 治具
- 加工パス
が変われば、最適条件も変わります。
だからこそ、うまくいった条件も、失敗した条件も、必ず残しておくべきです。
現場のノウハウは、頭の中だけに置いておくと個人依存になります。
条件表・加工メモ・CAMデータ・工具寿命の記録として残しておくことで、次回の加工が楽になります。
よくある質問
Q. 切削条件はメーカー推奨値そのままで良いですか?
最初の基準としては有効です。
ただし、メーカー推奨値は、一定の剛性・工具突き出し・加工環境を前提にした目安です。
実際の現場では、機械剛性、ワーク固定、工具突き出し、切粉排出によって調整が必要です。
Q. ビビるときは回転を下げれば良いですか?
回転を下げることで改善する場合もありますが、最初に見るべきは工具突き出しとワーク固定です。
条件変更だけで逃げると、根本原因を見落とします。
Q. 送りを遅くすれば工具寿命は伸びますか?
必ずしも伸びません。
送りが低すぎると、刃先が材料を切らずに擦ってしまい、発熱や摩耗が増えることがあります。
Q. apとaeはどちらを優先して調整すべきですか?
加工内容によります。
側面加工やポケット加工で工具負荷が大きい場合、まずaeを見直すと効果が出やすいです。
ただし、工具長やワーク剛性によってはapを下げるべき場合もあります。
まとめ
切削条件の決め方は、単にSとFを入力するだけではありません。
本当に重要なのは、
切削速度 Vc、1刃送り fz、主軸回転数 S、送り速度 F、軸方向切込み ap、径方向切込み ae をセットで考えること
です。
初心者はまず、
- SはVcから計算する
- Fはfz・刃数・Sから計算する
- SとFは連動している
- apとaeで工具負荷が変わる
- 条件より先に工具突き出しと固定を確認する
- 加工音・切粉・面・寸法を見る
この考え方を押さえてください。
切削条件は、暗記ではなく 理由を持って決めるもの です。
「なぜこの回転数なのか」
「なぜこの送りなのか」
「なぜこの切込みなのか」
これを説明できるようになると、加工の安定感は大きく変わります。
現場で本当に使える切削条件とは、計算式だけで決めた数値ではありません。
工具・材料・機械・固定・パス・切粉排出を見ながら、加工結果に合わせて育てていく条件 です。