
高効率加工は「速く削る」だけではない
HSM・負荷制御・Adaptive Clearingを現場目線で解説
マシニングセンターで荒加工を考えるとき、最近ではHSM(High Speed Machining)、負荷制御加工、Adaptive Clearingといった言葉をよく聞くようになりました。
言い方はいろいろありますが、考え方の中心はほぼ同じです。
工具にかかる負荷をできるだけ一定にしながら削る加工方法です。
昔ながらのポケット加工では、工具が大きく食い込む場所もあれば、ほとんど削っていない場所もあります。つまり、加工中の負荷が安定しません。
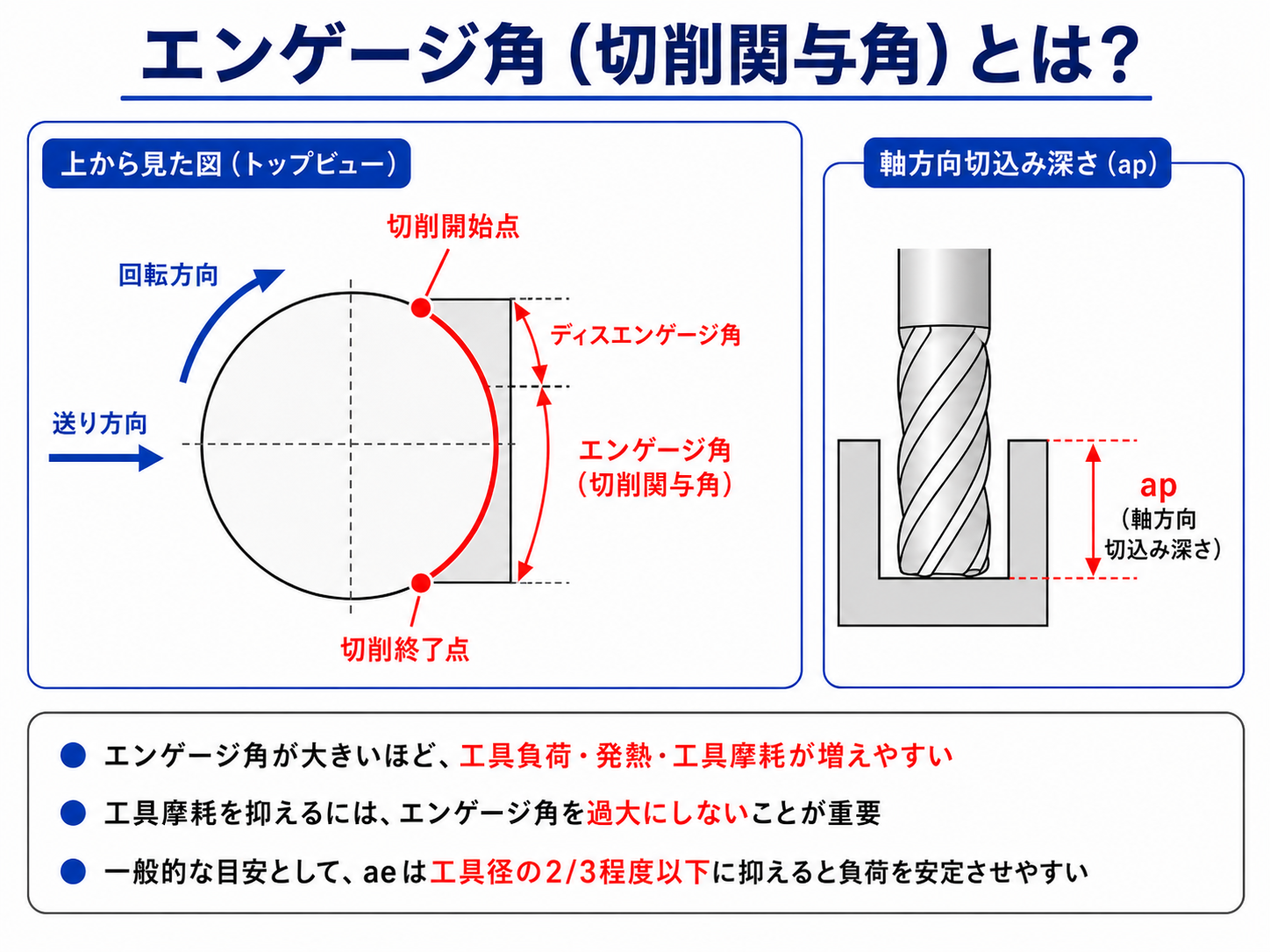
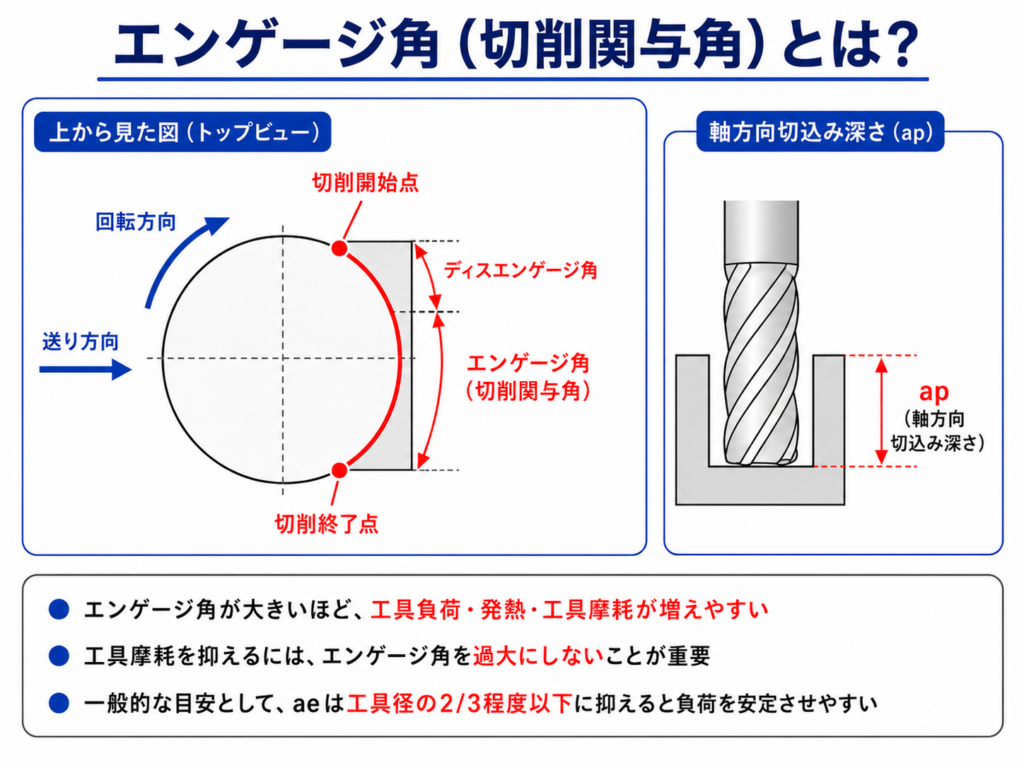
一方で、負荷制御加工では、工具の横方向の切込み量や切削関与角をコントロールしながら、工具に急激な負荷がかからないようにパスを作ります。
そのため、見た目の工具経路はかなり複雑になります。
初めて見ると、
「こんなにグルグル動いて、本当に速いのか?」
と思うかもしれません。
しかし、ここが重要です。
加工時間は、単純な経路の長さだけでは決まりません。
本当に見るべきなのは、時間あたりにどれだけ安定して切りくずを出せているかです。
⸻
通常ポケット加工と負荷制御加工の違い
通常のポケット加工は、見た目のパスがシンプルです。
経路が短く、無駄が少ないように見えます。
浅いポケットや軽い加工であれば、通常ポケットの方が速い場合もあります。
しかし、深いポケットや工具が大きく食い込む形状では話が変わります。
通常ポケットでは、コーナーや溝部で工具の接触量が急に増えます。
その瞬間、工具には大きな負荷がかかります。
負荷が急に増えると、次のような問題が起きやすくなります。
- ビビりが出る
- 工具が摩耗しやすい
- 刃先が欠ける
- 加工面が荒れる
- 機械や主軸に負担がかかる
- 条件を上げにくい
結果として、見た目は効率的なパスでも、実際には送りを落とさなければならず、加工時間が伸びることがあります。
負荷制御加工では、横方向の切込みを小さくし、工具への負荷を一定に近づけます。
その代わり、送り速度を上げやすくなります。
つまり、
大きくゆっくり削る加工
ではなく、
小さく速く、安定して削る加工
に切り替える考え方です。
⸻
HPMとHSMの違い
高能率加工を考えるとき、よく比較されるのがHPMとHSMです。
HPMは、High Performance Machiningの考え方で、比較的大きな切込みでしっかり削る加工です。
剛性のある機械、剛性のある工具、十分な馬力がある設備では非常に有効です。
一方、HSMはHigh Speed Machiningで、切込みをコントロールしながら高速送りで削る考え方です。
簡単に言えば、
HPM:一度に多く削る
HSM:少しずつ速く削る
という違いです。
どちらが正解という話ではありません。
機械の剛性、主軸の出力、工具の突き出し、ワーク材質、加工形状によって最適解は変わります。
剛性のない機械に大きな切込みをさせても無理があります。
逆に、送り速度や加減速性能が低い機械でHSMをやっても、思ったほど効果が出ない場合があります。
ここを理解せずに、
「HSMだから速い」
「負荷制御だから何でも正解」
と考えるのは危険です。
重要なのは、その機械とその形状に合った削り方を選ぶことです。
⸻
なぜ負荷制御加工では側面切削条件が使いやすいのか
工具メーカーの切削条件表を見ると、多くの場合、条件は大きく分けて次のように書かれています。
- 溝加工
- 側面加工
- ポケット加工
- 高能率加工
- トロコイド加工
ここで注目したいのは、溝加工条件よりも側面加工条件の方が、送り速度を高く設定できることが多いという点です。
溝加工では、工具が全幅に近い状態で材料に接触します。
切りくずの逃げ場も悪く、工具負荷も高くなります。
そのため、送り速度を上げにくい。
一方、側面加工では、横方向の切込み量を小さくできます。
切削関与角を抑えられるため、工具負荷が安定しやすくなります。
負荷制御加工は、この側面加工に近い状態を維持しながら荒取りする考え方です。
だからこそ、条件表の「側面加工条件」や「高能率加工条件」を使いやすくなります。
これは現場ではかなり大きいです。
経験や勘に頼って条件を落とすのではなく、工具メーカーが想定している条件に近い使い方ができるからです。
⸻
深い形状や高硬度材ほど効果が出やすい
負荷制御加工が特に効果を発揮するのは、次のような加工です。
- 深いポケット加工
- 深い側面加工
- 高硬度材の荒加工
- 工具突き出しが長い加工
- 溝加工を避けたい形状
- コーナー部で負荷が集中しやすい形状
特に高硬度材では、溝加工のように工具を大きく食わせると、刃先への負担が一気に増えます。
そのため、高硬度材用の工具では、最初から側面切削や小さい径方向切込みを前提に条件が組まれていることも多いです。
負荷制御加工は、その工具の使い方と相性が良いです。
逆に言えば、浅いポケットや軽い加工では、通常ポケットの方が速い場合もあります。
ここは冷静に判断する必要があります。
HSMは万能ではありません。
ただし、深い荒加工では非常に強い武器になります。
⸻
HSMに向くエンドミルの考え方
負荷制御加工では、工具選びも重要です。
従来の溝加工では、切りくず排出を優先するため、刃数は少なめで、チップポケットの広い工具が使われることが多くなります。
しかし、負荷制御加工では横方向の切込みを小さくします。
つまり、一刃あたりの切りくず量をコントロールしやすくなります。
そのため、条件が合えば、
- 多刃エンドミル
- 芯厚のある高剛性エンドミル
- 高送り対応のコーティング工具
- 高能率加工用エンドミル
が使いやすくなります。
刃数を増やせれば、同じ一刃送りでもテーブル送りを上げられます。
結果として、加工能率を上げやすくなります。
ただし、注意点もあります。
切りくず排出が悪い状態で多刃工具を使うと、切りくず詰まりや再切削が起きます。
特に深いポケットでは、クーラント、エアブロー、切りくず排出経路まで含めて考える必要があります。
負荷制御加工は、パスだけで成立するものではありません。
工具、ホルダー、機械、クーラント、切りくず排出まで含めて成立する加工方法です。
⸻
トロコイド加工とHSMの違い
負荷制御加工の前から、トロコイド加工という方法はありました。
トロコイド加工は、円弧状の動きを使いながら横方向の切込みを一定に近づける加工方法です。
これにより、通常の溝加工よりも工具負荷を下げることができます。
HSMやAdaptive Clearingは、この考え方をさらに発展させたものです。
単に横方向の切込みを一定にするだけでなく、工具と材料が接触している角度、つまり切削関与角も考慮します。
切削関与角が安定すると、切りくず厚さも安定しやすくなります。
切りくず厚さが安定すれば、工具負荷も安定します。
これが、負荷制御加工の本質です。
⸻
負荷が安定すると何が良いのか
加工中の負荷が安定すると、現場では多くのメリットがあります。
まず、工具寿命が安定します。
通常ポケットのように、ある場所だけ急に工具が食い込む加工では、刃先に瞬間的な大きな負荷がかかります。
その一撃で刃先が欠けることもあります。
負荷制御加工では、そのような急激な負荷変動を抑えやすくなります。
次に、加工音が安定します。
現場で加工を見ていると、良い加工は音が安定しています。
逆に、負荷が暴れている加工は、音も荒れます。
音が荒れる加工は、工具にも機械にも優しくありません。
さらに、条件設定が標準化しやすくなります。
負荷が一定に近いパスであれば、工具メーカーのカタログ条件をベースにしやすくなります。
これは新人教育にも大きなメリットがあります。
経験者の勘だけに頼るのではなく、
- 工具径
- 刃数
- 突き出し
- 材質
- ap
- ae
- 一刃送り
- 切削速度
を見ながら、理屈で条件を組み立てやすくなります。
これは、加工の属人化を減らすうえでも重要です。
⸻
荒加工ではHSMを基本に考えてよい
私の考えでは、現在のマシニングセンター加工において、荒加工はまずHSM・負荷制御加工を基本に考えてよいと思っています。
もちろん、すべての加工で最速になるわけではありません。
浅い加工、単純な形状、剛性のある機械で大きく削れる加工では、通常のポケット加工やHPM的な削り方の方が速いこともあります。
しかし、荒加工で本当に怖いのは、単純な加工時間だけではありません。
怖いのは、
- 工具折損
- 刃欠け
- ビビり
- 残り代のばらつき
- 加工面の荒れ
- 機械停止
- 作業者の条件調整待ち
です。
負荷制御加工は、これらのリスクを下げやすい加工方法です。
特に、多品種少量や、若手作業者がCAMを扱う現場では、加工の安定性は非常に重要です。
「最速の1個」よりも、
「安定して10個、100個削れる条件」
の方が現場では価値があります。
⸻
HSMを使うときの注意点
負荷制御加工を使うときは、次の点に注意が必要です。
1. 機械の加減速性能を見る
HSMは細かい動きが多くなります。
そのため、機械の加減速性能が低いと、指令送りを上げても実際の送りが出ない場合があります。
古い機械や、先読み性能が弱い機械では、思ったほど加工時間が短縮されないこともあります。
2. 工具突き出しを短くする
負荷制御加工は安定しやすいとはいえ、工具突き出しが長すぎればビビります。
工具、ホルダー、突き出し量の管理は基本です。
3. 切りくず排出を軽視しない
高速で安定して削るほど、切りくずは大量に出ます。
切りくずが逃げなければ、再切削が起きます。
再切削が起きれば、工具摩耗も面粗さも悪化します。
エアブロー、クーラント、加工方向、ポケットの逃げを含めて考える必要があります。
4. aeを小さくしすぎない
負荷を下げたいからといって、横切込みを極端に小さくしすぎると、加工時間だけが伸びます。
また、工具がきちんと切らずに擦るような状態になると、摩耗が進みます。
「負荷を下げる」と「切らない」は別です。
5. CAM任せにしすぎない
Adaptive Clearingや負荷制御パスは便利ですが、CAMが出したパスを無条件に信じるのは危険です。
侵入、退出、取り残し、コーナー部、薄肉部、工具の逃げ、ホルダー干渉などは必ず確認するべきです。
CAMは優秀ですが、最終判断は現場側です。
⸻
結論:負荷制御加工は、現代の荒加工では必須の考え方
HSM、Adaptive Clearing、負荷制御加工は、単に「速く削るための加工方法」ではありません。
本質は、工具負荷を安定させ、加工を安定させることです。
負荷が安定すれば、条件を上げやすくなります。
工具寿命も安定しやすくなります。
加工音も安定します。
新人でも条件設定を理屈で考えやすくなります。
もちろん、万能ではありません。
浅い加工や単純形状では、通常ポケットの方が速いこともあります。
古い機械では、細かいパスの加減速についていけないこともあります。
それでも、現代のマシニングセンター加工、とくに荒加工では、負荷制御加工を理解しておく価値は非常に大きいです。
これからの加工では、
「どれだけ大きく削るか」
だけではなく、
「どれだけ安定して削るか」
が重要になります。
工具に無理をさせず、機械の能力を引き出し、安定して切りくずを出す。
それが、HSM・負荷制御加工の一番大きな価値だと思います。

